If you’re working with high-performance industrial systems, chances are you’ve come across ceramic ball valves. These unsung heroes are designed to handle tough conditions like high temperatures, corrosive media, and abrasive materials. But what makes them so unique? And why are they the go-to choice for industries ranging from chemical processing to power generation? This guide will give you everything you need to know about ceramic ball valves.
At their core, ceramic ball valves operate like traditional ball valves. Think of it like this: you turn the valve handle, and the ceramic ball rotates. It has a hole, or bore, through it. When the bore aligns with the inlet and outlet ports of the valve body, fluid can flow freely. It’s like opening and closing a tiny, super-efficient gate for liquids or gases. The difference? Ceramic ball valves have a ceramic ball at their core and use advanced ceramic materials for the ball and other critical components.
Why ceramic? It all comes down to durability. Ceramics offer outstanding resistance to chemicals, extreme temperatures, and wear, making them ideal for harsh environments where metal valves would fail. For example, a high-temperature, corrosion-resistant ceramic ball valve can easily withstand the toughest working conditions of API 607/608.
2.Key Benefits of Using Ceramic Ball Valves
So, what are the benefits of high-quality ceramic ball valves? Here’s a quick list of their biggest advantages:
Exceptional Durability: Ceramic is harder than most metals, making these valves highly resistant to wear and tear. Imagine a pipeline transporting sand-laden water in a dredging project. A regular metal valve would quickly get damaged, but a ceramic-lined ball valve can endure constant abrasion.
Chemical Resistance: One of the most important benefits is their excellent chemical resistance – perfect for handling corrosive chemicals, acids, and alkalis without degradation.
High-Temperature Tolerance: Ceramic lined ball valves can handle extreme heat, In industrial furnaces or power plants, where temperatures can soar, these valves keep on working.
Energy Efficiency: Their smooth, precise operation reduces energy loss in fluid systems.
These benefits make ceramic ball valves indispensable in industries such as chemical processing, mining, and energy production.
3.Ceramic vs. Metal Ball Valves: Which One Is Right for You?
Although ceramic ball valves have obvious advantages, they are not the only choice. Metal ball valves are also widely used. Take the high -performance ceramic ball valve and high -performance metal ball valve produced by the Lixin Valve Group to compare, let us understand their advantages and disadvantages together.
Feature
Ceramic Ball Valves
Metal Ball Valves
Temperature Resistance
-20~+280°C
-196°C ~ 400°C
Abrasion Resistance
Low friction coefficient.
Prone to wear over time
Chemical Resistance
Ideal for corrosive applications
Weak corrosion resistance
Applications
The abrasive media and corrosive chemical industries, such as chemical processing, mining and water treatment
Petroleum and natural gas, petrochemical and power industries
Cost
High Initial cost, low maintenance cost
Low initial cost, high maintenance cost
If your system involves harsh environments or long-term operation, high-performance ceramic ball valves in accordance with API 608 are the better investment.
4.Applications of Ceramic Ball Valves in Various Industries
Whether it is a ceramic ball valve or a metal ball valve, it can bring specific solutions to different industrial applications. However, in the following industries, ceramic ball valves are the preferred solutions for high reliability industries: Chemical Processing: From controlling the flow of hydrochloric acid in a chemical synthesis process to managing the transfer of solvents, their corrosion resistance is invaluable. Handles corrosive acids and bases with ease.
Oil & Gas: Ideal for high-pressure systems and extreme temperatures. They can handle the corrosive seawater and the high pressures involved in extracting and transporting oil and gas.
Pharmaceutical: When it comes to producing life-saving medicines, purity is key. Ceramic ball valves are used in pharmaceutical plants to control the flow of sterile liquids and gases.
Mining: Excels in handling abrasive slurries and particulate-filled fluids.
Power Generation: Used in steam systems and other high-temperature applications.
Ceramic Ball Valves Manufacturers like Lixin Valve Group Co. Ltd, With its own valve production factory, it is a modern valve manufacturers integrating scientific research, development, production, sales, and service. producing ceramic ball valves that cater to these industries ensures a leading position in the ceramic ball valve market.
5.How to Choose the Right Ceramic Ball Valve
The following factors should be considered when selecting a ceramic ball valve:
Application: Consider what will be flowing through the valve. Is it highly acidic, alkaline, or abrasive? or high temperature, high pressure?
Material: Look for high-quality ceramic ball valves with durable ceramic linings.
Size: Make sure the valve size matches your pipework.
Manufacturer: Go for trusted names such as Lixin Valve Group Co. Ltd with a proven track record.
Compliance: Ensure the valve meets industry standards like API 607 and API 608.
Customization: Some ceramic ball valve manufacturers, such as the Lixin ceramic ball valve factory, offer custom solutions to meet unique needs.
By evaluating these factors, you can ensure you’re getting the most reliable solution for your system.
6.Understanding Pressure and Temperature Limits of Ceramic Ball Valves
One of the standout features of ceramic ball valves is their ability to handle extreme conditions:
Pressure Tolerance: Valves designed for high-pressure gas pipelines have thicker walls and stronger seals to prevent leaks., these valves can handle even the toughest industrial requirements.
Temperature Resistance: With the ability to withstand extreme heat, high-temperature ceramic ball valves are perfect for power plants and chemical processing facilities.Some advanced ceramics can handle temperatures up to 1000°C, while others are better suited for lower ranges.
Always check the specifications of your valve to ensure it meets the demands of your system.
7. Why Ceramic Ball Valves Are Perfect for Abrasive and Corrosive Media
Imagine a valve in constant contact with abrasive particles or corrosive chemicals. Most materials would erode or degrade over time. That’s where ceramic-lined ball valves shine. Their:
Abrasion Resistance: Ensures long-term operation in mining and slurry systems.
Corrosion Resistance: The inert nature of ceramics prevents any chemical reactions, so they can withstand acids, alkalis, and other aggressive media, reducing downtime.
These properties make them invaluable in harsh industrial environments.
8. The Role of Ceramic Ball Valves in Energy-Efficient Systems
Efficiency is the name of the game in modern industries. High-quality ceramic ball valves play a crucial role by:
Reducing pressure loss with smooth internal surfaces.
Minimising maintenance needs, and keeping systems running longer.
Lowering energy consumption in fluid handling systems.
Many ceramic ball valve manufacturers, including Lixin Valve Group Co. Ltd, focus on these efficiency benefits when designing their products.
9. FAQS
Q: Are ceramic ball valves more expensive than metal ones?
A: Generally, yes. The advanced ceramic materials and manufacturing processes can make them pricier. However, when you factor in their longer lifespan, reduced maintenance, and suitability for harsh conditions, they often prove to be a cost-effective choice in the long run.
Q: Where are ceramic ball valves commonly used?
A: Industries like chemical processing, power generation, oil & gas, and mining.
Q: Can ceramic ball valves handle high pressures?
A: It depends on the specific valve design and rating. Many are engineered to handle high pressures, especially those made for industries like oil and gas. Look for valves that meet relevant API standards, such as those from Lixin Valve Group Co. Ltd, which have been tested and certified for demanding pressure applications.
Q: Are ceramic ball valves suitable for API 607/608 conditions?
A: Yes, many high-performance ceramic ball valves are designed specifically for API 607/608 working conditions.
A:To install a ceramic ball valve, ensure cleanliness, align with flow direction, secure connections, and test for leaks. For maintenance, clean regularly, inspect for damage, lubricate parts, and replace seals as needed.
10. Conclusion
When it comes to demanding industrial systems, ceramic ball valves are in a league of their own. From their outstanding resistance to chemicals to their durability in extreme environments, they’re the perfect solution for abrasive and corrosive media.
Whether you’re sourcing from a ceramic ball valve factory in China or looking for custom solutions from trusted manufacturers like Lixin Valve Group Co. Ltd, investing in high-quality ceramic ball valves ensures long-term performance and efficiency.
Ready to upgrade your system? Make ceramic ball valves your go-to choice today!
As a highly efficient valve ball type, the V-type ball valve is an essential accessory for industrial basic design. Its key design enhances the ball valve’s ability to control fluids, making it the best choice for industries such as industrial manufacturing, petrochemicals, food processing, and pharmaceuticals. This blog will give you a comprehensive introduction to the specific advantages of V Notch Ball Valve.
1.What is V-Type Ball Valve
What is a V-type ball valve? This is mainly due to their structural design. At the same time, the V-type ball valve is also called V Groove Ball Valve, V control ball Valve, V Notch Ball Valve, V-Port Ball Valve, etc. Their overall structure is similar to that of a ball valve. There is a valve core inside the valve body that is spherical in shape, and one side of the opening is V-shaped. The medium must flow through the V-shaped notch of the valve core. This design enables the V-type ball valve to have a better performance in controlling and regulating fluid flow because the spherical V-shaped valve core inside the valve body and the valve seat produces a wedge-shaped shearing effect, which can cut and remove fibers, particles, etc. in the medium to prevent the ball core from getting stuck. At the same time, precise flow control is achieved by controlling the opening and closing angle between the V-shaped notch and the valve seat. This makes it particularly suitable for pipeline scale control, fiber and solid particle control, and powder control in pulp and wastewater.
2.The benefits of V-Type Ball Valve
2.1 Precise flow control of the V-type ball valve
Flow control plays an important role in industrial production processes. V-Port Ball Valve can not only improve production efficiency and ensure product quality, but also reduce costs. V Notch Ball Valves can control the flow of pipeline media well. They have a unique V-shaped channel design and can accurately control the flow of fluids by adjusting the angle between the V-shaped groove and the valve seat. For example, in a wastewater treatment plant, if chemical reagents such as decomposers or oxidizers need to be precisely added if the flow rate cannot be well controlled, the number of reagents added may be inaccurate and the expected effect may not be achieved. V-type ball valves can provide accurate flow control.
2.2 Enhanced Control Range
The control range of traditional valve of the ball is limited, whereas V-Port Ball Valves offer a wider control range thanks to their innovative V-type structure design. Their flow regulation ratio can reach 100:1, allowing for a wide range of flow regulation from fully open to nearly fully closed. Both small and large flow control can be easily achieved. In addition, the shearing effect between the V-type valve core and the valve seat can effectively cut off high-viscosity media. Therefore, their control range is limited to low-viscosity media such as clean water, and can be used in environments with high-viscosity media such as paper mills and petrochemicals.
2.3 Quick Aesponse and Anti-blocking Design
The V Notch Ball Valve has a quarter-turn design (because the valve core is spherical, it only needs to rotate 90 degrees to achieve full opening and closing). It can respond quickly to control signals to ensure the system’s safety. The gapless rotation between its V-shaped notch and the valve seat can generate shear force while achieving opening and closing, which can effectively cut off high-viscosity media such as slurry or fiber in the pipeline to prevent blockage in the middle cavity.
2.4 V-type Ball Valve Can Reduce Pressure Drop
As the fluid flows through the pipeline, the friction of the pipeline and the obstruction of valves, elbows, and other components will cause the pressure to decrease. This will lead to increased energy consumption of the entire system and wear of the equipment. So, engineers use different techniques to cut down on pressure loss and boost the efficiency of fluid pipelines. One way is to use a V ball control valve, which can reduce pressure loss and improve overall system performance thanks to its V-shaped cut, linear flow control, low-resistance material, and surface treatment.
2.5 V-type Ball Valves Have Strong Durability
V-type ball valves are usually made of high-quality carbon steel or stainless steel, with good wear resistance and corrosion resistance. The V Notch Ball Valves with better quality and best performance on the market generally use structural ceramics for their valve core structure. For instance, the V-type ceramic ball valve from LIXIN Group uses ceramic materials for the valve core channel, which can really help to improve wear resistance and corrosion resistance. At the same time, the self-lubricating property of ceramics ensures good sealing after polishing, which fundamentally changes the defects of metal hard sealing valves with large torque and non-corrosion-resistant sealing surfaces, and improves the sealing performance. These characteristics extend the service life of the V control ball Valve and reduce maintenance and replacement costs.
2.6 Wide Adaptability
Due to its unique structural design, the V-type ball valve can adapt to various media, whether it is high-temperature and high-pressure gas or corrosive chemicals, the V control ball Valve can operate stably to ensure the flow control of the medium in the pipeline. They can also handle a wide range of pressure and temperature, from 1.0 MPa to 4.0 MPa and from -29°C to +200°C.
3.FAQS
Q: How to correctly install a V-type ball valve?
A: The installation of a V-type ball valve needs to be carried out strictly in accordance with the prescribed steps. First, you need to check the valve and accessories, and clean the installation pipe. If you’re using a flange connection, you’ll need to weld the flange to the pipe first, then align the flange on the ball valve with the one on the pipe. Before you tighten it, you need to add a gasket to make sure the V-Port Ball Valve is sealed. Then you can tighten it with matching bolts or nuts. Once the installation is done, it’s important to check and test the valve to make sure it’s sealed and working properly.
Q: Is the V-type ball valve suitable for high temperature applications?
A: The V-type ball valve is a special ball valve. They are generally made of carbon steel or stainless steel. V Groove Ball Valves can handle high-temperatures, with a maximum operating temperature of 200°C. If graphite composite materials are used, the operating temperature can be as high as 500°C.
Q: What is the difference between a V-type ball valve and a valve of the ball?
A: The v-ball control valve is a special valve of the ball. Due to its unique V-shaped notch design, the V-Port Ball Valve can be used for better shear force, can handle high-viscosity media, and can accurately control the flow of fluids, which ordinary ball valves cannot do. Ordinary valve of the balls can only achieve simple opening and closing and play a cut-off role.
4.Summary
If you’re looking for a valve of the ball that offers precision and durability, the V Notch Ball Valve is a great option. It’s ideal for situations where you need to control the flow of liquids or pipelines. If you need something with even higher specs, then Lixin’s V-type ceramic ball valve is the one for you. The ceramic structure of the V-type ball valve makes for a smoother and more durable flow channel, which reduces pressure drop and improves efficiency.
The slab gate valve is different from other knife gate valve. It is a full-bore closing member with a parallel gate. Its structure is designed to be full-bore. When it is opened, it will not hinder the liquid in the pipeline, thereby having no effect on the pressure drop of the liquid in the pipeline. It is generally used in long-distance oil, natural gas and other pipeline systems.
Due to its large size and the considerable space required for operation, it is essential to understand the installation requirements and location of the slab gate valve to ensure it performs at its best. Therefore, this article will focus on the installation location requirements of the slab gate valve and the locations where it cannot be installed, allowing us to fully understand the installation of the slab gate valve.
The Slab Gate Valve installed at the position where it can play its function, controlling the flow of liquid in the pipeline and realizing the opening and closing of the pipeline. This requires them to be installed at the position where there is a flow switch control on the pipeline, such as pipeline branch ports, inlets and outlets, pump station inlets, wellheads in oil pipelines, and pressure relief or discharge outlets. The full-diameter characteristics of the slab gate valve can be used to open and close the entire pipeline without affecting the changes in the liquid pressure in the pipeline.
The Slab Gate Valve installed in a convenient position for operation. Because the slab gate valve is generally used for long-distance oil or natural gas pipeline transmission, the pipe diameter is generally large, and the operating space of the slab gate valve is relatively large. Therefore, when installing, we need to consider the operating space of the later operators to facilitate the operators to open and close the valve and perform other operations.
The Slab Gate Valve installed in a position that is convenient for later inspection and maintenance, so as to facilitate the replacement of the vulnerable parts of the valve, such as the replacement of the sealing ring. At the same time, we also need to perform necessary maintenance and cleaning on the valve, lubricate the easily worn parts, and ensure the sealing of the valve. If the installation position is too narrow or in a place that is difficult for operators to reach, it will not only increase the difficulty of later maintenance and reduce the performance of the valve, but also increase safety hazards and reduce the overall efficiency of the pipeline. Therefore, during installation, you must carefully read the manufacturer’s installation guide and install it according to the requirements to ensure the normal use and necessary maintenance of the slab gate valve.
The Slab Gate Valve must also be installed in a safe area. Safety is an important part of production and operation. Because the slab gate valve is generally large in size, the valve is usually closed by operating the valve stem. Therefore, during installation, it is necessary to consider the space for subsequent operations and the safety of the operator’s environment during operation to reduce safety hazards when operating the valve.
The Slab Gate Valve cannot be installed in a position with precise flow control. The slab gate valve has a simple structure and the closing of the gate valve is achieved by the parallel gate valve in the middle. It is generally only suitable for fully open or fully closed pipelines. It cannot control the flow rate of the fluid in the pipeline through the valve. In the half-open or half-closed state, the fluid in the pipeline will impact the valve core, causing wear of the valve and reducing the sealing of the valve. Therefore, the slab gate valve is only suitable for fully open or fully closed pipelines and cannot be installed in a position with precise flow control.
The Slab Gate Valve cannot be installed in corrosive fluid pipelines, because the sealing of the valve mainly relies on the parallel gate plate and the seals between the gate plate and the valve seat to achieve sealing. If installed in a corrosive fluid pipeline, when the corrosive fluid passes through the gate valve, it will continuously corrode the seals, causing the gate valve to be unable to be completely sealed, resulting in the risk of leakage. If it is in a petrochemical pipeline, this leakage risk is not allowed and will cause serious safety hazards. Therefore, ensure that the slab gate valveis not installed on a corrosive fluid pipeline.
The Slab Gate Valve cannot be installed in positions that are frequently opened and closed. The working principle of slab gate valves is simple, and the structure is designed to be full-diameter. This is mainly to ensure that the channel can remain smooth and straight when the pipeline system is fully open, reduce the flow resistance coefficient of the fluid, reduce pressure loss, and ensure the pressure of the liquid during long-distance transmission. Therefore, they are mainly to ensure that the pipeline can be fully opened or fully closed, rather than frequently opened or closed. This not only increases the complexity of operation, but may also cause excessive wear on the gate valve and reduce its sealing performance. Therefore, slab gate valves generally cannot be installed in positions that are frequently opened and closed.
Conclusion
No matter what kind of gate valve, it has its own characteristics and requirements. The full-diameter design of the slab gate valve effectively reduces the flow resistance coefficient and reduces the pressure drop. It is widely used in long-distance steam or oil transportation. Its correct installation can not only maximize its performance and extend its service life, but also reduce safety hazards during use.
FAQS
Q: In which media pipelines are slab gate valves suitable?
A: slab gate valves are generally suitable for long-distance transportation of media such as water, natural gas and oil.
Q: Can the slab gate valve be installed on a vertical pipeline?
A: It is generally recommended that the slab gate valve be installed on a horizontal pipeline. On the one hand, it is convenient for operation and subsequent maintenance. On the other hand, horizontal installation can also reduce the wear of the pipeline fluid on the valve plate and extend the service life. However, the slab gate valve can also be installed on a vertical pipeline, but when installing on a vertical pipeline, pay attention to choosing the appropriate model, as well as the installation location and requirements.
Q: How to maintain and service the slab gate valve?
A: The slab gate valve should be checked regularly to ensure that all parts are working properly, and the valve stem, nut and other friction parts should be lubricated regularly to reduce wear. The seals should also be checked regularly to ensure that the seals are not aged or worn. If there is wear, they need to be replaced in time.
Q: What are the advantages of LIXIN’s slab gate valve?
A: LIXIN’s slab gate valve adopts O-ring sealing and floating valve seat structure with preload to achieve bidirectional sealing, and the opening and closing torque is only 1/2 of that of ordinary valves, which can easily open and close the valve. The valve adopts a self-sealing valve packing structure that does not require frequent adjustment, and is extremely easy to open and close. The stuffing box is equipped with an auxiliary sealing grease injection structure, and the sealing performance is absolutely reliable, which can truly achieve zero leakage.
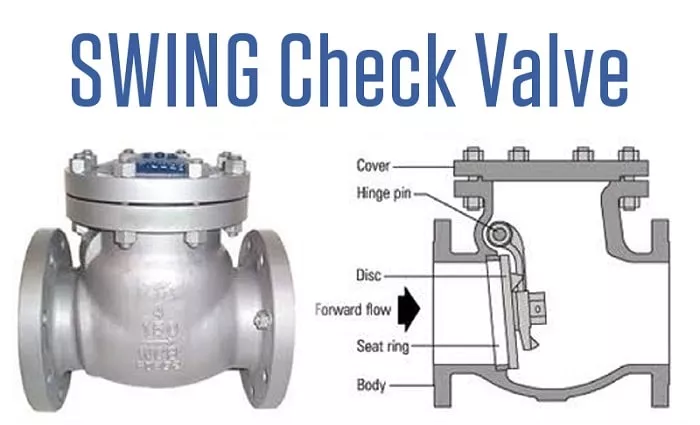
The use of check valves allows us to control fluid backflow, improving the efficiency of fluid systems. Swing check valves are widely used in fluid systems due to their unique advantages. This article will introduce swing check valves from several different perspectives, gradually unveiling their mysteries to assist you in selecting the right swing check valve.
To understand what a swing check valve is, we first need to know what a check valve is. As the name suggests, a check valve is a type of valve that controls backflow. A swing check valve is a specific type of check valve that uses a swinging motion to control the backflow of fluid. This means it only allows fluid to flow in one specific direction, preventing reverse flow.
Types of Swing Check Valves
Wafer Swing Check Valve: This type of valve has a thin body design, with the disc mounted between two flanges. It controls the direction of fluid flow to ensure it flows in only one direction.
Tilting Disc Swing Check Valve: This is another type of swing check valve, featuring a tilting disc design. This allows it to respond faster than other swing check valves, enabling quick opening and closing to block fluid flow.
Y Swing Check Valve: Named for its Y-shaped design, this type of swing check valve is also used to control the direction of fluid flow.
Structure of Swing Check Valves
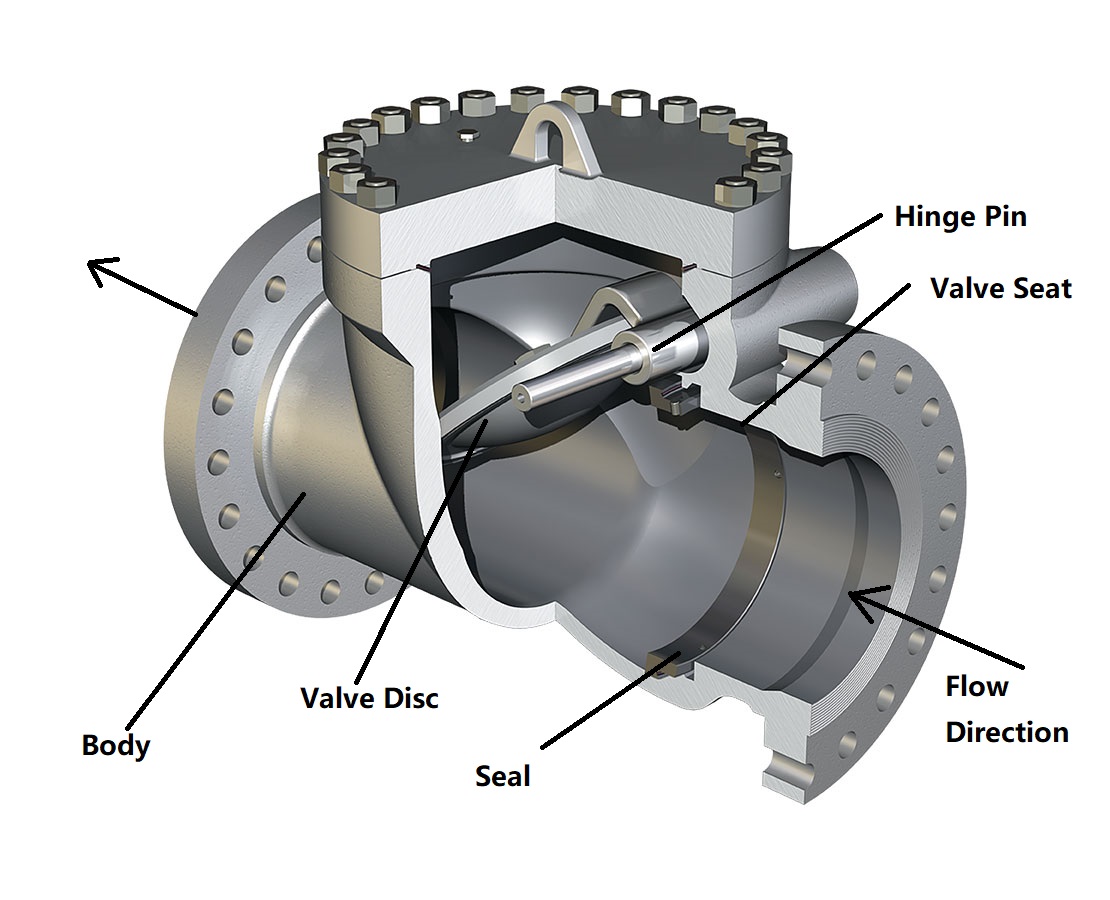
To truly understand a product, we need to look at its overall structure and internal components. This helps us gain a deeper insight into the product. From the following structural diagram, we can see that the appearance of swing check valves is similar to most check valves, but the real difference lies in their internal design.
A swing check valve typically consists of a hinge, a disc, a base, and sealing elements. Under normal conditions, the disc, aided by the weight of a lever, forms a closed unit with the base and sealing elements. When fluid flows in the designated direction, the external force acting on the disc creates a forward push. This breaks the closed state of the valve, causing the disc to move upward at an angle, instantly forming a passage for the fluid to pass through easily.
Conversely, when fluid tries to flow back through the check valve, the disc, already closed by gravity and leverage, forms a tight seal with the base and sealing elements. The backflow fluid also applies an additional force on the disc, making the seal even tighter. This simple yet clever design allows the swing check valve to prevent any fluid from flowing backward without manual intervention.
source:CNLD
Working Principle of Swing Check Valves
Once we understand the internal structure of swing check valves, we can visualize their operating state and working principle. These valves rely on the flow of fluid to push the disc, which is fixed on the hinge, to open or close.When fluid flows in the correct direction, the disc is pushed open, creating a passage. Conversely, when fluid tries to flow back, gravity and the reverse fluid pressure cause the disc to close perfectly against the base and sealing elements, blocking any backward movement.
This is the entire working principle of swing check valves: simple, efficient, and requiring no manual intervention, which helps save costs.
Materials of Swing Check Valves
Swing check valves can be made from various materials, including cast iron, carbon steel, stainless steel, brass, plastic, and alloys. The choice of material depends on the environment in which the valve will be used. Therefore, when selecting a swing check valve, it is important to consider factors such as the operating temperature, fluid characteristics, and working pressure.
Advantages: The overall structure is simple, making operation easy and requiring no manual control. This helps save costs. The valve opens and closes based on gravity and the forward force of the fluid, resulting in low flow resistance within the pipeline and improving the overall performance of the system.
Disadvantages: The valve relies on its own weight to close, making it unsuitable for low-flow liquids. This can prevent the check valve from functioning effectively. Additionally, impacts and wear from the fluid can lead to poor sealing, requiring regular maintenance. Due to its design, it cannot be installed on inclined pipelines, which limits its application range.
Applications of Swing Check Valves
Water Supply and Drainage Systems: Due to their simple operation, swing check valves are commonly used in water supply and drainage systems to control the direction of liquid flow and prevent backflow.
Pump Pipelines: Because of their check valve properties, they are often installed at the outlet of pumps. This effectively prevents backflow that could damage the pump due to reverse pressure.
HVAC Systems: Swing check valves help control the direction of hot and cold air flow, meeting design requirements for heating, ventilation, and air conditioning (HVAC) systems. They prevent air from flowing backward, improving overall system efficiency.
Power Industry: They are typically used in turbine systems at power plants to control the direction of steam and water flow. This protects turbines from water hammer effects caused by reverse flow, which could lead to damage.
Installation of Swing Check Valves
To ensure that swing check valves function effectively, it is important to follow relevant requirements and standards during installation. When installing on horizontal sections, check that the direction of fluid flow matches the opening direction of the disc to allow smooth passage through the valve. For vertical installations, ensure that the disc opens upward and that the fluid flow can pass through easily; otherwise, the disc may not seal properly.
Finally, pay attention to details such as gaskets and bolts during the installation of the valve and pipeline. Adding gaskets between the flange and the valve can prevent fluid leakage, and bolts should meet the manufacturer’s specified standards to ensure a tight seal.
Maintenance of swing check valves
To sustain outstanding performance for an extended period of time, any part requires frequent maintenance and care in addition to excellent quality. When the swing check valve is operating properly, the fluid’s contact on the valve disc damages the valve disc, particularly the wear between the valve disc and the seal, causing the valve to become loose in the latter stages and failing to achieve the desired sealing effect. As a result, the swing check valve must be maintained on a regular basis, and the seal should be changed as soon as it becomes significantly worn.
Future Trend of Swing Check Valve
The swing check valve will certainly not end here. It will not stagnate, but will instead adapt and evolve in response to technological advancements and manufacturing requirements. Based on the previous development history, we may speculate about the swing check valve’s future development pattern.
Digital Intelligence: Most industries are currently evolving in this direction, adopting various cutting-edge technologies to provide intelligent functionalities to their goods, and the swing check valve is no exception. This is also a future growth trend, utilizing clever methods to ensure that the check valve is more precise.
Material update: Since the Industrial Revolution, materials science has been constantly evolving. We have been looking for high-strength, lightweight, corrosion-resistant, and wear-resistant materials. Using these novel materials to build swing check valves allows for less regular maintenance and part replacement in the future, saving money.
Noise: Noise pollution is unavoidable in every manufacturing environment, thus swing check valves will be improved in the future, employing new materials and technologies to decrease or eliminate noise during operation.
Environmental protection and energy saving: Environmental protection and energy saving are inseparable main themes. The development of any product must follow environmental protection, comply with relevant laws and regulations, and improve energy-saving performance to enhance the core competitiveness of the product.
Lixin Valve Group Co., Ltd. was established in 2000. It is a modern enterprise with four production bases that integrates research, development, production, sales, and service. Lixin has received ISO 9001, ISO 14001, and OHSAS 18001 certifications, as well as API 6D certification from the American Petroleum Institute, TUV certification, and CE certification.
Their swing check valves are highly sensitive to slight pressure changes, enhancing the sealing performance of the valve. These check valves feature a weighted disc that swings forward to allow media flow and then returns to its original position under gravity for a tight seal. The valves have a compact and simple overall structure, effectively preventing media overflow, making them ideal for high-pressure applications and easy to install.
Conclusion
By gaining a comprehensive understanding of the features of swing check valves, we can clearly recognize their applications across various industries and how to select the right swing check valve for our needs. Lixin Valve Group has a strict quality management system that ensures every product meets international standards. With its professional workshop and excellent mold casting capabilities, Lixin not only provides high-quality swing check valves but also offers solutions tailored to your specific requirements.
Valve World Asia Expo & Conference 2024: Lixin Valve Group Co., Ltd. Invites You to Booth A49
We are thrilled to announce that Lixin Valve Group Co., Ltd. will be participating in the Valve World Asia Expo & Conference 2024. This prestigious event will take place on July 3-4 at CECIS in Shanghai, China. As one of the leading valve manufacturers in the industry, Lixin Valve Group is excited to showcase our latest innovations and products at booth A49.
Lixin Valve at Valve World Asia 2024
Event Details:
Event: Valve World Asia Expo & Conference 2024
Dates: July 3-4, 2024
Location: CECIS, Shanghai, China
Booth: A49
Why Visit Lixin Valve Group at Valve World Asia?
1. Industry Leadership and Expertise: Lixin Valve Group Co., Ltd. has established itself as a leader in the valve manufacturing industry. With a commitment to innovation, quality, and customer satisfaction, we continue to set the standard for excellence in valve solutions.
2. Cutting-Edge Products: At booth A49, we will be showcasing our latest valve products, designed to meet the rigorous demands of various industrial applications. From triple offset butterfly valves to eccentric hemispherical valves, our products are engineered for superior performance and reliability.
3. Meet the Experts: Our team of experts will be on hand to answer your questions, provide detailed information about our products, and discuss how our valve solutions can address your specific needs. This is a great opportunity to network with industry professionals and gain insights into the latest trends and technologies.
4. Exclusive Offers: Visitors to our booth will have the opportunity to explore exclusive offers and discounts on our products. Don’t miss out on the chance to enhance your operations with top-of-the-line valve solutions at competitive prices.
5. Live Demonstrations: Experience our products in action with live demonstrations at our booth. See firsthand the quality and performance that make Lixin Valve Group a preferred choice for valve solutions worldwide.
How to Register?
Scan the QR code provided in the invitation image or visit the Valve World Asia website to register for the event. Don’t forget to mark your calendar and plan your visit to booth A49.
We look forward to seeing you at Valve World Asia Expo & Conference 2024. Join us to discover how Lixin Valve Group Co., Ltd. can provide the valve solutions you need for your business.
About Lixin Valve Group Co., Ltd.
Lixin Valve Group Co., Ltd. is a renowned manufacturer of high-quality valves, offering a wide range of products designed to meet the needs of various industries. With a strong focus on innovation, quality, and customer service, we strive to deliver valve solutions that enhance operational efficiency and reliability.
For more information about our products and services, visit our website or contact our sales team. We are here to assist you with all your valve needs.
Stay connected with us on social media for the latest updates and news from Lixin Valve Group Co., Ltd.
We look forward to welcoming you to our booth and discussing how we can support your valve requirements. See you in Shanghai!
The eccentric hemispherical valve is a high-performance industrial valve designed for demanding applications. Its innovative design features an eccentric (off-center) hemispherical disc that provides superior control, sealing, and durability. This type of valve is particularly well-suited for handling fluids under high pressure and temperature conditions, making it a preferred choice in industries such as oil and gas, petrochemicals, and power generation. This blog covers the design, mechanism, characteristics, applications, and advantages of eccentric hemispherical valves, providing detailed insights and FAQs to help industries make informed decisions about their flow control needs.
Design and Mechanism of Eccentric Hemispherical Valve
The design of an eccentric hemispherical valve is unique and offers several advantages over traditional valve types. The key components include:
Eccentric Hemispherical Disc: Unlike conventional spherical discs, the hemispherical disc in this valve is positioned off-center. This eccentricity reduces the friction and wear on the valve seat during operation, thereby extending the valve’s lifespan.
Valve Body: Typically made from high-strength materials like stainless steel or carbon steel, the valve body houses the hemispherical disc and provides structural integrity to withstand high pressures and temperatures.
Seat: The seat is designed to provide a tight seal when the valve is closed. The off-center design ensures that the disc does not rub against the seat, minimizing wear and tear.
Stem and Actuator: The stem connects the actuator to the hemispherical disc. Actuators can be manual, electric, or pneumatic, depending on the application requirements. The eccentric design allows for easy actuation with minimal torque.
Characteristics of Eccentric Hemispherical Valve
The eccentric hemispherical valve boasts several distinctive characteristics:
High Durability: The off-center design significantly reduces friction between the disc and seat, enhancing the valve’s durability and reducing maintenance needs.
Superior Sealing: The precise alignment of the disc and seat ensures excellent sealing capabilities, with leakage rates typically less than 0.01%.
Wide Operating Range: These valves can operate under pressures up to 50MPa and temperatures ranging from -196°C to 600°C, making them versatile for various industrial applications.
Efficient Flow Control: The hemispherical disc design provides efficient and precise flow control, with a high flow coefficient (Cv) up to 500.
Cost-Effective: Reduced wear and extended lifespan translate to lower maintenance and replacement costs, offering long-term cost savings.
Application of Eccentric Hemispherical Valve
Eccentric hemispherical valves are used in a wide range of industrial applications due to their robust design and performance capabilities:
Oil and Gas Industry: Used in pipelines and processing plants for controlling the flow of crude oil, natural gas, and refined products. Their ability to handle high pressures and temperatures makes them ideal for these applications.
Petrochemical Industry: Employed in chemical processing plants where they control the flow of various chemicals, including corrosive and abrasive substances.
Power Generation: Used in power plants for steam and water control, these valves can withstand the high temperatures and pressures found in such environments.
Water Treatment: Ideal for controlling the flow of water and wastewater, offering reliability and long service life.
General Industrial Use: Applicable in various industries requiring reliable flow control, including manufacturing, mining, and marine applications.
Comparing Eccentric Hemispherical Valves with Other Valve Types
When compared to other valve types, eccentric hemispherical valves offer distinct advantages:
Valve Type
Advantages of Eccentric Hemispherical Valves Over Other Types
Ball Valves
Better sealing and durability due to reduced friction design. Less prone to wear and leakage over time.
Gate Valves
Provides both isolation and precise flow regulation, unlike gate valves, which are mainly for isolation.
Butterfly Valves
Offers a tighter seal, especially under high-pressure conditions, compared to butterfly valves.
Globe Valves
Simpler and more durable alternative with similar flow control capabilities, but with lower maintenance complexity.
Vs. Ball Valves: While ball valves are commonly used for on/off control, they are prone to wear and leakage over time. Eccentric hemispherical valves offer better sealing and durability due to their reduced friction design.
Vs. Gate Valves: Gate valves are suitable for isolation purposes but are not ideal for precise flow control. Eccentric hemispherical valves provide both isolation and accurate flow regulation.
Vs. Butterfly Valves:Butterfly valves are lightweight and cost-effective but may not provide as tight a seal as eccentric hemispherical valves, especially under high-pressure conditions.
Vs. Globe Valves: Globe valves are excellent for throttling applications but can be more complex and costly to maintain. Eccentric hemispherical valves offer a simpler, more durable alternative with similar flow control capabilities.
FAQs
Q1: What are the main advantages of using an eccentric hemispherical valve?
A1: The main advantages include high durability, superior sealing, wide operating range, efficient flow control, and cost-effectiveness.
Q2: In which industries are eccentric hemispherical valves most commonly used?
A2: They are commonly used in the oil and gas, petrochemical, power generation, water treatment, and general industrial sectors.
Q3: How does the eccentric design benefit the valve’s performance?
A3: The eccentric design reduces friction and wear on the valve seat, extending the valve’s lifespan and ensuring reliable sealing and flow control.
Q4: What certifications do Lixin Valve’s eccentric hemispherical valves have?
A4: Lixin Valve’s eccentric hemispherical valves are certified by ISO9001, API 6D, and CE, ensuring high quality and reliability.
Q5: Can eccentric hemispherical valves handle corrosive or abrasive fluids?
A5: Yes, they are designed to handle a wide range of fluids, including corrosive and abrasive substances, making them suitable for challenging industrial environments.
Conclusion
Eccentric hemispherical valves by Lixin Valve represent a robust and efficient solution for industries requiring reliable flow control under extreme conditions. Their unique design and superior performance characteristics make them an ideal choice for a wide range of applications, offering long-term benefits in terms of durability, sealing, and cost-effectiveness. With certifications from ISO9001, API 6D, and CE, these valves provide assurance of quality and reliability in critical industrial operations.
Hi there! The article is about API 6D Plug Valves, which are essential components in pipeline systems for regulating fluid flow. You will benefit from understanding their construction, operation principles, and the variety of types available, such as lubricated and non-lubricated valves. Knowing this ensures informed decisions in selecting valves for specific industrial applications, ensuring efficient and safe fluid transport.
What is API 6D Plug Valve?
An API 6D Plug Valve is a kind of valve generally utilized in pipeline systems to regulate the flow of liquids. These valves are made in accordance with the American Oil Institute (API) specification 6D, which describes the needs for pipe valves, including plug, gateway, ball, and examine valves used in the oil and natural gas industries. The API 6D specification ensures that the valves fulfill stringent standard for safety, high quality, and performance.
API 6D Plug Valves are characterized by their cylindrical or cone-shaped “plug” that revolves inside the valve body to control liquid flow. When the plug is turned, the passage through the plug straightens or misaligns with the ports of the valve body, enabling or stopping the flow. These valves are favored for their simpleness, dependability, and ease of operation, making them appropriate for high-pressure and high-temperature applications.
The construction of an API 6D Plug Valve generally entails durable materials such as carbon steel, stainless-steel, or other corrosion-resistant alloys to withstand rough settings. These valves can be lubed or non-lubricated, with lubricated types having a benefit in lowering rubbing and wear during operation.
The crucial functions of API 6D Plug valves consist of:
Feature
Summary
Layout
Round or cone-shaped plug rotating inside the valve body
In recap, an API 6D Plug Valve is an important element in the pipeline sector, ensuring the effective and risk-free transport of liquids. Abiding By API 6D standard, these valves are engineered to provide reputable efficiency in requiring functional problems.
API 6D Lubricated Plug Valve 1
Types of API 6D Plug Valves
API 6D Plug Valves come in various types, each suited for specific applications and operating conditions:
Lubricated Plug Valves: These valves use a lubricant to reduce friction between the plug and the body, ensuring smooth operation and extended service life. They are ideal for high-pressure and high-temperature applications.
Non-Lubricated Plug Valves: These valves do not require lubrication, making them suitable for applications where contamination from lubricants must be avoided. They typically use a sleeve or liner to reduce friction.
Eccentric Plug Valves: These valves have a plug that is offset from the valve body center, providing tight shutoff and minimizing wear on the sealing surfaces.
Sleeved Plug Valves: These valves have a PTFE or other synthetic sleeve that lines the valve body, reducing friction and providing a tight seal.
Fully Welded Plug Valves: These valves are designed for buried or submerged applications, offering high reliability and leak-tight performance.
Working Principle of API 6D Plug Valves
The working principle of API 6D Plug Valves involves a cylindrical or conically tapered plug that rotates inside the valve body to control the flow of fluids. When the plug is turned 90 degrees, it either opens or closes the valve, allowing or blocking fluid flow. The design of the plug and the valve body ensures a tight seal when the valve is closed, preventing leaks.
API 6D Plug Valve vs. API 6D Ball Valve
Both API 6D Plug Valves and API 6D Ball Valves are used to control fluid flow in pipelines, but they have distinct differences:
Design: Plug valves use a cylindrical or tapered plug, while ball valves use a spherical ball with a hole through it.
Operation: Plug valves provide a straight-through flow with minimal resistance when open, whereas ball valves can offer better shutoff capabilities.
Applications: Plug valves are often used in applications requiring frequent operation and where space is limited, while ball valves are preferred for high-pressure and high-temperature applications due to their robust design.
API 6D Plug Valve vs. API 6D Check Valve
API 6D Plug Valves and API 6D Check Valves serve different purposes:
Function: Plug valves are used to start, stop, and regulate fluid flow, while check valves allow fluid to flow in one direction only, preventing backflow.
Design: Check valves do not require manual operation, as they rely on the pressure of the fluid to open and close.
Applications: Plug valves are suitable for on/off and throttling applications, whereas check valves are used to protect equipment from damage caused by reverse flow.
Top API 6D Plug Valves Manufacturers
Several manufacturers specialize in producing high-quality API 6D Plug Valves. Some of the top manufacturers include:
Lixin Valve Group: A leading manufacturer of plug valves, known for their high-quality products and compliance with API standards.
Cameron (A Schlumberger Company): Known for their durable and reliable plug valves used in various industrial applications.
Emerson (Fisher): Offers a wide range of plug valves designed for high-performance applications.
Flowserve: Provides innovative plug valve solutions for the oil and gas industry.
Crane Co.: Specializes in engineered valve solutions, including API 6D Plug Valves.
API 6D Lubricated Plug Valve 2
API 6D Plug Valve Manufacturers in India
India is home to several reputable API 6D Plug Valve manufacturers, including:
L&T Valves: A well-known manufacturer offering a wide range of API 6D Plug Valves for various applications.
BHEL (Bharat Heavy Electricals Limited): Provides high-quality plug valves for the energy sector.
KSB Limited: Known for their reliable and durable valve solutions.
FluoroSeal: Specializes in non-lubricated plug valves that meet API 6D standards.
Aira Euro Automation: Offers a variety of plug valves, including those meeting API 6D specifications.
China API 6D Plug Valve
China has become a significant player in the global valve market, with several manufacturers producing API 6D Plug Valves. Notable Chinese manufacturers include:
Lixin Valve Group: Renowned for their commitment to quality and compliance with API standards.
CNPC (China National Petroleum Corporation): A leading manufacturer of high-quality API 6D Plug Valves.
Cangzhou Kewo Valve Co., Ltd.: Known for their extensive range of plug valves.
China Valves Technology: Provides innovative valve solutions, including API 6D Plug Valves.
Zhejiang Xinhai Valve Manufacturing Co., Ltd.: Offers a wide range of API 6D Plug Valves for various industrial applications.
Difference Between API 6A and API 6D
API 6A and API 6D are both specifications set by the American Petroleum Institute, but they serve different purposes:
API 6A: Covers wellhead and Christmas tree equipment used in drilling and production operations. It focuses on equipment used in the wellbore and above-surface equipment directly connected to the wellhead.
API 6D: Pertains to pipeline valves, including gate, plug, ball, and check valves used in pipeline transportation systems. It emphasizes valves used to control the flow of fluids in pipelines.
Difference Between API 6D and API 608
API 6D and API 608 both relate to valve specifications but differ in scope and applications:
API 6D: Specifies requirements for pipeline valves, including gate, plug, ball, and check valves, used in pipeline systems for the oil and gas industry.
API 608: Focuses on ball valves for general service. It covers the design, testing, and performance of ball valves used in industrial applications beyond pipeline systems.
Difference Between API 6D and API 600
API 6D and API 600 specify different types of valves:
API 6D: Covers pipeline valves, including gate, plug, ball, and check valves used in pipeline transportation systems.
API 600: Pertains to steel gate valves for petroleum and natural gas industries. It focuses specifically on the design and construction of gate valves.
Conclusion
API 6D Plug Valves play a crucial role in ensuring the efficient and safe operation of pipelines in the oil and gas industry. Understanding the different types, working principles, and applications of these valves can help in selecting the right valve for specific needs. With numerous reputable manufacturers worldwide, including in India and China, users have a wide range of options to choose from. Additionally, comprehending the differences between API 6D and other API standards like 6A, 608, and 600 can aid in making informed decisions regarding valve selection and application.
Whether you are looking for API 6D Plug Valves, API 6D Plug Valve Dimensions, or information on API 6D Plug Valve Manufacturers, this comprehensive guide provides valuable insights to help you navigate the complexities of pipeline valve selection and application.
A check valve on a well pump serves a crucial role in ensuring the efficiency and reliability of the entire water delivery system. Essentially, a check valve is a mechanical device designed to permit fluid flow in one direction only. In the context of well pumps, this means it allows water to flow from the well into the distribution system while preventing backflow from the system back into the well.
The mechanism of a well pump check valve is straightforward yet essential. It typically consists of a valve that opens when water is pumped from the well, allowing it to move towards the distribution pipes.
Once the pump stops, the check valve closes automatically due to gravity and the pressure differential, preventing water from flowing back down the well shaft. This prevents the pump from having to re-prime itself each time it starts and maintains consistent pressure in the system.
Check valves can be found at various points in a well pump system. Commonly, they are placed just above the pump itself, often directly at the pump’s discharge port.
This location ensures immediate prevention of water backflow as soon as the pump stops operating. In some configurations, especially with deep well pumps, multiple check valves may be installed at different stages to maintain efficiency and prevent water hammer effects.
The design of a check valve for a well pump takes into account the specific needs of the system. It must be durable to withstand the pressure and flow characteristics of well water, which can vary widely depending on the depth and extraction rate of the well.
Materials used typically include stainless steel, brass, or durable plastics that can resist corrosion and erosion from the mineral-rich water found in wells. Proper installation is crucial to ensure optimal performance, as a poorly installed check valve can lead to inefficiencies or even premature failure of the pump system.
Source: Tameson
Check Valves And Their Function
Check valves play a crucial role in the functioning of well pumps, ensuring efficient and reliable operation of the entire water system. Positioned strategically within the piping, usually near the pump outlet, a well pump check valve is designed to allow water to flow in only one direction. This essential function prevents water from flowing back down the well once it has been pumped up, thereby maintaining pressure in the system and preventing unnecessary wear on the pump motor.
In essence, the check valve acts as a gatekeeper, permitting water to move towards the distribution system while blocking any reverse flow. This functionality is especially critical in systems where water is drawn from significant depths, as the weight and pressure of the water column can lead to rapid backflow if not properly controlled.
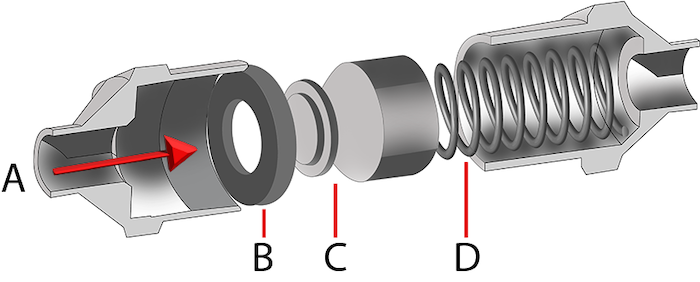
By ensuring that water only moves in the desired direction—towards the household plumbing or storage tanks—the check valve helps maintain consistent water pressure and reduces the workload on the pump. The design of a typical well pump check valve includes a spring-loaded mechanism or a swing mechanism, depending on the specific type used.
Spring-loaded check valves use a spring to keep the valve closed until water pressure from the pump exceeds a certain threshold, at which point the valve opens to allow water to pass through. Once the pump stops, the spring forces the valve closed again to prevent backflow.
On the other hand, swing check valves use a hinged flap that swings open when water is pumped up but swings shut to block reverse flow when the pump is off. Both designs are effective in their own right, with the choice often depending on factors like system pressure and flow rate requirements.
Proper installation of the well pump check valve is crucial for its effective operation. It is typically installed close to the pump outlet to minimize the distance water can fall back down the well when the pump is turned off.
This proximity ensures that the check valve can quickly close and maintain the pressure in the system, reducing the risk of water hammer—a phenomenon where sudden pressure changes can damage the pump or piping. The exact distance from the pump outlet can vary based on the specific characteristics of the well and the pump system, but it is generally recommended to place the check valve as close to the pump as feasible for optimal performance.
Understanding the importance of well pump check valves is crucial for maintaining the efficiency and longevity of your water system. A check valve on a well pump serves a pivotal role in preventing backflow, ensuring that water flows in one direction only. This function is especially critical in well systems where the pump intermittently cycles on and off to maintain water pressure.
Without a properly functioning check valve, water could potentially reverse its flow back into the well, causing the pump to overwork or even leading to system failure over time. In essence, a check valve for a well pump acts as a gatekeeper, allowing water to exit the pump and travel towards its destination—whether into a household plumbing system or an irrigation setup—while blocking any backward movement.
This simple yet effective mechanism not only saves energy by preventing unnecessary pumping but also safeguards the pump motor from the strain of handling reversed water flows. This protection is particularly vital in preventing rapid wear and tear on the pump components, which could otherwise result in costly repairs or premature replacements.
Moreover, the location of the check valve on the well pump system is strategically chosen to maximize its efficiency. Typically installed near the pump outlet, the check valve ensures that water can move smoothly and consistently through the system without the risk of hydraulic shock or pressure fluctuations.
By maintaining steady water flow direction, the check valve contributes to stable water pressure throughout the entire distribution network, whether in residential, agricultural, or industrial settings. In practical terms, the check valve on a well pump is a silent sentinel, quietly performing its duty without requiring constant monitoring or adjustment.
Its reliability is underscored by its design simplicity—a mechanism that opens and closes based on water pressure differentials—ensuring seamless operation of the entire well water system. For homeowners and water system operators alike, recognizing and appreciating the role of this unassuming valve can make all the difference in the consistent performance and durability of their well pump installations.
Where to Install Check Valve on Water Pump?
Determining the optimal location for installing a check valve on a water pump, particularly in the context of well systems, is crucial for ensuring efficient and reliable operation. A check valve, such as a well pump check valve, serves the essential function of preventing backflow and maintaining pressure within the system. Proper installation plays a significant role in maximizing its effectiveness.
When considering where to install a check valve on a water pump, the primary goal is to place it in a position that effectively controls the flow of water. In the case of well pumps, it is typically recommended to install the check valve close to the pump itself.
This placement helps in immediately halting the backward flow of water once the pump turns off, thereby preventing water from flowing back into the well. By positioning the check valve close to the pump, any pressure loss or potential water hammer effects are minimized, ensuring the longevity of both the pump and the valve.
The check valve for well water systems should ideally be installed on the discharge side of the pump. This location ensures that once the pump ceases operation, the check valve immediately closes, preventing water from reversing its course and flowing back down into the well.
Placing the check valve on the discharge side also helps in maintaining consistent pressure within the system, which is crucial for efficient water delivery and overall system performance. In some installations, particularly in more complex plumbing setups or where there are multiple sources feeding into a single line, it may be necessary to install additional check valves.
For instance, if there are branches from the main line that could create potential backflow paths, installing check valves at these junctions can prevent cross-contamination and ensure each branch operates independently. This approach not only safeguards the integrity of the well pump check valve but also enhances the overall reliability and safety of the water distribution system.
Source: Tameson
How to Test Check Valve on Well Pump?
Testing the check valve on a well pump is crucial to ensure the proper functioning of the system and to prevent issues such as backflow or loss of prime. A check valve is a one-way valve designed to allow water to flow in one direction only, preventing reverse flow when the pump is turned off.
Testing the check valve involves a few systematic steps to verify its operation. Firstly, before testing, it’s essential to locate the check valve on the well pump system.
Typically, the check valve is installed on the discharge pipe of the pump, between the pump and the water supply line. Its location ensures that water can only flow towards the intended destination, such as the household plumbing or a storage tank.
Knowing the well pump check valve location allows you to target your testing efforts effectively. To begin the test, ensure the power to the well pump is turned off to prevent accidental operation during the procedure.
This precaution is vital for safety reasons and to accurately assess the check valve’s performance. With the pump off, open a faucet or a valve downstream of the check valve to release any pressure in the system.
This step relieves the backpressure and allows you to observe the behavior of the check valve. Next, observe the flow of water when the pump is turned on.
Ideally, when the pump starts, water should flow freely from the discharge side towards the distribution system or storage tank. The check valve should prevent water from flowing backward towards the pump once it stops running.
You can visually inspect the check valve to see if it closes properly when the pump is off, halting any reverse flow. In addition to visual inspection, another method to test the check valve is to perform a pressure test.
This involves pressurizing the system up to the point where the pump would typically turn on. Once the pressure is sufficient, turn off the pump and observe whether the pressure holds steady or drops significantly.
A drop in pressure indicates that the check valve may not be sealing properly, allowing water to leak back. Regular testing of the check valve on a well pump is recommended to catch any issues early and prevent more significant problems down the line.
A malfunctioning check valve can lead to reduced pump efficiency, loss of prime, or even damage to the pump over time. By following these testing procedures, you can ensure that your well pump check valve is in good working condition, contributing to the overall reliability and longevity of your water supply system.
How to Replace Check Valve on Well Pump?
When it comes to replacing a check valve on a well pump, it’s important to follow a systematic approach to ensure proper installation and functionality. Begin by locating the existing check valve, which is typically found near the pump or at the water entry point into the house. Ensure that the pump is turned off and that the pressure in the system is relieved before beginning any work.
Next, determine the type and size of the check valve needed for replacement. Check valves come in various types, including spring-loaded, swing, and inline, so it’s essential to choose the correct type for your system.
Additionally, check the diameter of the valve to ensure compatibility with your existing plumbing. Once you have the replacement valve, start by disconnecting the existing valve from the plumbing.
This may require cutting the pipe if the valve is soldered or glued in place. Be sure to have the necessary tools, such as a pipe cutter or hacksaw, to complete this step.
After removing the old valve, install the new check valve according to the manufacturer’s instructions. This typically involves applying pipe sealant or tape to the threads and tightening the valve into place using a wrench.
Be careful not to over-tighten, as this can damage the valve or the plumbing. Test the new check valve to ensure proper functionality.
Turn the pump back on and observe the water flow to ensure that the valve is working correctly. If the valve fails to hold pressure or allows water to flow back into the pump, it may be installed incorrectly or be defective, and further adjustments or replacements may be necessary.
Materials
When it comes to selecting materials for your well pump check valve, several considerations must be taken into account to ensure reliability and longevity. The check valve plays a crucial role in the efficient operation of your well pump system, preventing backflow and maintaining pressure within the piping network.
Here’s a detailed look at the materials typically used in manufacturing check valves for well pumps:
Construction Materials
Check valves for well pumps are commonly constructed from durable materials such as stainless steel, brass, or thermoplastics like PVC (Polyvinyl Chloride) or CPVC (Chlorinated Polyvinyl Chloride). Each material offers distinct advantages based on factors such as corrosion resistance, pressure rating, and compatibility with the pumped water.
Stainless steel check valves are renowned for their strength and resistance to rust and corrosion, making them suitable for applications where water quality may vary. Brass check valves are valued for their robustness and ease of installation, ideal for residential well systems.
Thermoplastic valves like PVC and CPVC are lightweight, affordable, and resistant to chemical reactions, making them suitable for a wide range of water qualities and environmental conditions.
Seals and Seats
Critical components within the check valve are the seals and seats, which ensure a tight closure to prevent water from flowing backward. These components are typically made from materials such as Buna-N (Nitrile rubber), EPDM (Ethylene Propylene Diene Monomer), or Viton (Fluorocarbon rubber).
Buna-N seals are widely used due to their cost-effectiveness and compatibility with water and oils, making them suitable for standard well water applications. EPDM seals offer excellent resistance to weathering, ozone, and UV exposure, making them ideal for outdoor installations where the valve is exposed to sunlight.
Viton seals provide superior chemical resistance and high-temperature tolerance, making them suitable for more demanding applications or where water quality may include contaminants.
Springs and Internal Mechanisms
The internal mechanism of a check valve includes components like springs and disks, which are crucial for controlling the opening and closing of the valve. Springs are typically made from stainless steel or other corrosion-resistant alloys to ensure durability and consistent performance over time.
The disks or flappers are designed to provide a secure seal against the valve seat under varying pressure conditions. Proper selection of these materials ensures that the check valve operates smoothly, minimizing the risk of leaks or failure that could compromise the efficiency of the well pump system.
Choosing the right materials for your well pump check valve involves assessing factors such as water quality, system pressure, environmental conditions, and budget constraints. By selecting high-quality materials and components, you can ensure that your well pump check valve performs reliably and efficiently, contributing to the overall effectiveness of your water supply system.
FAQs
Where is a Well Pump Located?
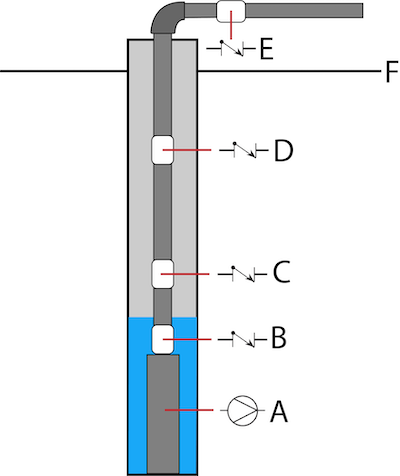
A well pump is typically located either inside the well itself or near the well. There are two main types of well pumps: submersible pumps and jet pumps.
Does a Well Pump Need a Check Valve?
Yes, a well pump typically requires a check valve. The check valve prevents backflow, ensuring that water does not flow back into the well once it has been pumped out. This maintains pressure in the system and prevents the pump from losing its prime, which could cause it to overheat and fail.
How often should a well pump check valve be inspected or replaced?
Check valves should be inspected at least once a year to ensure they are functioning correctly. If the valve shows signs of wear, leakage, or fails to hold pressure, it should be replaced immediately to prevent damage to the pump and maintain water system integrity.
What is the difference between a foot valve and a check valve in a well system?
A foot valve is a type of check valve installed at the bottom of the well on the intake side of the pump. It combines a check valve with a strainer to prevent debris from entering the pump. Both foot valves and check valves prevent backflow, but foot valves are specifically designed for the intake side, whereas check valves are used on the discharge side of the pump.
What maintenance is required for a well pump check valve?
Regular maintenance for a well pump check valve includes periodic inspections to check for leaks, corrosion, and wear. It is also important to clean any debris from the valve and ensure it operates smoothly. Replacing the check valve if any issues are detected is crucial to prevent damage to the pump.
Conclusion
Understanding the role and significance of the check valve on a well pump is crucial for maintaining efficient and reliable water supply systems. The check valve, positioned strategically either before or after the pump depending on the system design, serves as a vital component to prevent backflow and ensure steady water flow in the intended direction. Its operation is relatively simple yet pivotal, allowing water to pass through while blocking reverse flow, thereby safeguarding the pump and associated plumbing from damage caused by water hammer or backflow pressure.
Installing the check valve correctly is paramount. Whether it’s located at the discharge side of the pump to prevent water from flowing back into the well or at the inlet to maintain prime and prevent pump damage, its placement directly influences the system’s performance and longevity.
Proper installation ensures optimal function and reduces the risk of pump wear and tear due to unnecessary cycling or pressure fluctuations. Regular testing and maintenance of the check valve are essential practices for ensuring continued reliability.
This involves periodic inspections to verify its sealing integrity and functionality. Testing typically includes checking for leaks, ensuring the valve opens and closes properly, and confirming that it effectively prevents reverse flow.
When replacement is necessary due to wear or malfunction, selecting a suitable replacement check valve designed for well pump applications ensures compatibility and optimal performance. While the check valve on a well pump may seem like a small component, its role in maintaining water flow integrity and protecting the pump system from damage cannot be overstated.
By understanding its function, ensuring correct installation, performing regular testing, and promptly replacing worn-out valves, homeowners and professionals alike can effectively safeguard their water supply systems. This proactive approach not only enhances operational efficiency but also prolongs the lifespan of the entire well pump setup, ensuring reliable water access for years to come.
In my extensive experience functioning with various casting materials, I have actually discovered that A216 WCB material, specified under the ASTM A216 criterion, is very related to for its unique combination of homes. A216 WCB is a carbon steel spreading grade that is mainly made use of in pressure-containing parts, and its prevalent application is a testimony to its integrity and performance.
The vital homes of A216 GR WCB include its superb mechanical toughness, durability, and moderate hardness, which make it suitable for applications calling for longevity and resistance to use. Particularly, the product exhibits the adhering to residential properties:
The ASTM A216 WCB material is widely acknowledged for its versatility and toughness, making it a prominent option throughout numerous sectors. This carbon steel spreading material is particularly valued for its ability to withstand high pressure and high temperature level atmospheres, which makes it appropriate for many critical applications.
Generally, the convenience and dependability of ASTM A216 WCB material have actually made it a staple in various markets. Its application in critical elements throughout different markets underscores its value in making certain the performance and safety of necessary industrial procedures.
Key properties of A216 WCB: strength, toughness, hardness
Chemical composition of ASTM A216 WCB: carbon, manganese, silicon, phosphorus, sulfur
Applications in industries: petrochemical, power generation, oil & gas, marine, construction
Comparison with other casting materials: balance of strength, ductility, cost-effectiveness
Guidelines for selecting and using A216 GR WCB in projects
Source: Alibaba
Introduction of A216 WCB Material Features
In my extensive experience functioning with various casting materials, I have actually discovered that A216 WCB material, specified under the ASTM A216 criterion, is very related to for its unique combination of homes. A216 WCB is a carbon steel spreading grade that is mainly made use of in pressure-containing parts, and its prevalent application is a testimony to its integrity and performance.
The vital homes of A216 GR WCB include its superb mechanical toughness, durability, and moderate hardness, which make it suitable for applications calling for longevity and resistance to use. Particularly, the product exhibits the adhering to residential properties:
Residential or commercial property
Worth
Tensile Toughness
485-655 MPa
Return Stamina
250 MPa (minimum)
Elongation
22% (minimum)
Solidity
150-200 HB
The chemical composition of ASTM A216 WCB is also a critical aspect of its performance. The product commonly makes up:
Component
Composition (%)
Carbon (C)
0.25-0.30
Manganese (Mn)
0.60-0.90
Silicon (Si)
0.25-0.60
Phosphorus (P)
0.04 (maximum)
Sulfur (S)
0.045 (optimum)
These elements contribute to the alloy’s mechanical residential or commercial properties, improving its structural integrity and resistance to various types of stress and anxiety and contortion. In useful applications, the mix of mechanical strength and chemical security makes A216 WCB a preferred selection for manufacturing valves, pumps, and other pressure-containing elements.
Applications and Use ASTM A216 WCB in Various Industries
The ASTM A216 WCB material is widely acknowledged for its versatility and toughness, making it a prominent option throughout numerous sectors. This carbon steel spreading material is particularly valued for its ability to withstand high pressure and high temperature level atmospheres, which makes it appropriate for many critical applications.
In the petrochemical industry, ASTM A216 WCB is regularly utilized for the production of valves, pumps, and flanges. Its superb mechanical properties, including high tensile toughness and great ductility, guarantee trustworthy efficiency in managing liquids and gases under extreme problems. The material’s durability to deterioration likewise indicates it can sustain the harsh environments usually run into in petrochemical procedures.
The power generation market benefits substantially from making use of A216 WCB. Elements such as generator coverings, boiler components, and pressure vessels are typically produced from this product as a result of its ability to keep structural integrity under high thermal and mechanical tension. The product’s effectiveness adds to the effectiveness and safety of nuclear power plant, guaranteeing continuous and stable procedures.
In the oil and gas industry, the integrity of ASTM A216 WCB is vital. This material is thoroughly used for the building and construction of boring devices, pipes, and offshore platforms. Its toughness and resistance to rust make it optimal for atmospheres where direct exposure to destructive substances and high-pressure conditions prevail.
The marine industry likewise uses A216 WCB for vital parts such as hulls, rudders, and numerous other structural components. The product’s high impact stamina and exhaustion resistance are crucial for standing up to the dynamic forces come across in aquatic settings, making certain long life and dependability.
Additionally, the building sector utilizes ASTM A216 WCB for architectural elements in structures and bridges. Its capacity to birth heavy lots and resist contortion under tension makes it suitable for large framework tasks, adding to the toughness and safety and security of these frameworks.
Generally, the convenience and dependability of ASTM A216 WCB material have actually made it a staple in various markets. Its application in critical elements throughout different markets underscores its value in making certain the performance and safety of necessary industrial procedures.
Chemical Composition and Mechanical Residences of A216 GR WCB
The chemical structure and mechanical residential or commercial properties of A216 GR WCB are crucial for its performance in various industrial applications. This grade of cast steel is recognized for its excellent balance of strength and strength, making it a favored choice for a wide variety of spreading needs.
Chemical Composition
The chemical structure of ASTM A216 WCB is meticulously managed to guarantee optimal efficiency. The primary components in its structure consist of carbon, manganese, phosphorus, sulfur, silicon, and iron. The regular composition is as follows:
Element
Portion (%)
Carbon (C)
0.25-0.30
Manganese (Mn)
0.60-1.00
Phosphorus (P)
0.045 max
Sulfur (S)
0.045 max
Silicon (Si)
0.15-0.30
Iron (Fe)
Equilibrium
Mechanical Qualities
The mechanical homes of A216 GR WCB are developed to supply a combination of toughness, ductility, and effect resistance. These properties make it suitable for a selection of requiring atmospheres. The vital mechanical residential or commercial properties are:
Residential or commercial property
Value
Tensile Toughness
485 MPa (70,000 psi) minutes
Return Stamina
250 MPa (36,000 psi) min
Elongation
22% minutes
Reduction of Area
35% minutes
The tensile strength of A216 WCB Material guarantees that it can endure significant stress without falling short, while the yield strength suggests the maximum stress and anxiety it can sustain before permanently flawing. The elongation and decrease of area worths show its ability to go through plastic contortion prior to fracturing, which is crucial for applications calling for high toughness.
Heat Therapy Procedures for ASTM A216 WCB
The heat therapy processes for ASTM A216 WCB are vital in guaranteeing the product accomplishes the desired mechanical residential properties and performance in various applications. Comprehending these processes is necessary for designers and metallurgists collaborating with A216 WCB Material.
One of the primary warmth therapy methods for A216 GR WCB is annealing. This process entails warming the product to a temperature in between 890 ° C and 950 ° C (1634 ° F to 1742 ° F )and afterwards permitting it to cool down gradually. Annealing helps to minimize firmness, improve ductility, and soothe internal stress and anxieties, making the product much more convenient for subsequent production processes.
Another essential procedure is stabilizing, which entails heating the ASTM A216 WCB to a temperature series of 900 ° C to 980 ° C( 1652 ° F to 1796 ° F)and afterwards cooling it in still air. Normalizing improves the grain structure, boosting the product’s strength and strength. This process is specifically beneficial for components that will certainly undertake substantial mechanical stress throughout solution.
Satiating and toughening up are additionally utilized to improve the mechanical homes of A216 WCB Material. Quenching entails rapidly cooling down the product from a heat, typically in water or oil, to enhance firmness. Following quenching, tempering is performed by reheating the material to a temperature in between 540 ° C and 680 ° C (1004 ° F to 1256 ° F )and after that cooling it in air. This combination of processes aids to stabilize solidity and strength, making the product ideal for high-stress environments.
Sometimes, stress and anxiety soothing might be required, especially for huge spreadings or those with complex geometries. This process includes warming the product to a temperature below the makeover array, commonly around 600 ° C to 650 ° C (1112 ° F to 1202 ° F), and after that permitting it to cool gradually. Anxiety relieving assists to lessen residual stress and anxieties that might bring about distortion or breaking during solution.
Understanding the ideal warm therapy processes for ASTM A216 WCB is vital for maximizing the product’s efficiency in various commercial applications. Each process has to be thoroughly controlled to attain the preferred balance of mechanical homes, guaranteeing the product can withstand the needs of its designated usage.
Contrasting A216 WCB with Other Spreading Products
When examining spreading products for commercial applications, it is important to comprehend the one-of-a-kind residential or commercial properties and advantages of A216 WCB compared to various other available choices. ASTM A216 WCB, a carbon steel spreading quality, is renowned for its outstanding equilibrium of toughness, ductility, and sturdiness, making it a recommended selection for several markets.
One of the main benefits of A216 GR WCB is its cost-effectiveness. Contrasted to high-alloy steels and non-ferrous alloys, A216 WCB provides a much more cost-effective remedy without jeopardizing on important mechanical properties. This makes it an appealing option for massive production where budget plan restrictions are a significant consideration.
An additional crucial aspect in product selection is the operating temperature level array. ASTM A216 WCB carries out well at modest temperature levels but might not be suitable for high-temperature applications where products like ASTM A351 CF8M (a stainless steel spreading grade) are chosen. CF8M supplies remarkable resistance to oxidation and corrosion at raised temperature levels, which is important in environments such as chemical handling plants.
In regards to rust resistance, A216 WCB is usually much less resistant compared to stainless-steel and nickel-based alloys. For applications requiring high deterioration resistance, products like ASTM A494 CW-12MW or ASTM A743 CF-8M may be better. These alloys offer exceptional resistance to corrosive media, albeit at a greater expense.
Mechanical properties such as tensile stamina, return stamina, and prolongation are additionally crucial considerations. The following table supplies a relative introduction of these residential properties for A216 WCB and some usual spreading materials:
Material
Tensile Strength (MPa)
Yield Strength (MPa)
Elongation (%)
A216 WCB
485
250
22
ASTM A351 CF8M
515
205
30
ASTM A494 CW-12MW
655
240
20
In enhancement to mechanical buildings, the machinability and weldability of A216 WCB are noteworthy. It offers great machinability, making it easier to make complicated forms and elements. Additionally, it exhibits outstanding weldability, which simplifies repair services and modifications on-site. This is a substantial advantage over particular high-strength alloys that call for specialized welding methods.
Despite its numerous benefits, A216 WCB has constraints. For example, its lower resistance to wear and abrasion contrasted to tougher alloys like ASTM A532 (a high chromium iron) can be a downside in very abrasive settings. As a result, product selection must be based on an extensive assessment of the particular requirements of the application, taking into consideration variables such as mechanical buildings, operating environment, and economic restraints.
Source: IndiaMART
Guidelines for Picking and Using A216 GR WCB in Projects
When choosing and using A216 GR WCB product in tasks, it is critical to think about a number of essential factors to make certain ideal performance and longevity. These standards are designed to assist designers and project supervisors make notified choices when integrating this product right into their layouts.
Understanding the Application Demands
The initial action in picking ASTM A216 WCB is to thoroughly understand the particular requirements of your application. This consists of assessing the operating conditions such as temperature level, stress, and the sort of fluid or gas that the element will be subjected to. A216 GR WCB is known for its exceptional sturdiness and ductility, making it appropriate for a vast array of industrial applications, consisting of valves, flanges, installations, and various other pressure-containing components.
Chemical Composition and Mechanical Properties
Ensuring the product’s chemical structure aligns with task requirements is crucial. A216 WCB generally has the following chemical components:
Component
Make-up (%)
Carbon (C)
0.25-0.30
Manganese (Mn)
0.60-0.90
Silicon (Si)
0.20-0.35
Phosphorus (P)
0.04 max
Sulfur (S)
0.045 max
The mechanical buildings, including tensile stamina, return strength, and prolongation, need to satisfy the job’s needs. Commonly, A216 GR WCB has a tensile stamina of 485 MPa and a return toughness of 250 MPa, with a prolongation of 22%.
Warmth Treatment Considerations
Correct warmth therapy procedures are essential to accomplishing the preferred mechanical residential properties. For ASTM A216 WCB, normalizing is a common warm therapy procedure that involves home heating the material to a temperature level over its essential range, followed by air cooling. This process aids in improving the grain framework and enhancing the mechanical residential or commercial properties.
Contrasting with Various Other Spreading Materials
It is likewise beneficial to compare A216 WCB with other casting materials to identify its suitability. For instance, compared to various other carbon steel qualities, A216 WCB supplies an equilibrium of stamina, ductility, and cost-effectiveness, making it a versatile choice for several industrial applications.
Practical Tips for Making Use Of A216 GR WCB
When making use of A216 GR WCB in your tasks, consider the complying with functional tips:
Guarantee the casting is complimentary from defects such as splits or inclusions that can compromise its integrity.
On a regular basis inspect and keep components to prolong their life span.
Usage proper welding methods to avoid any kind of issues associated to weldability.
By following these standards, you can effectively pick and utilize A216 GR WCB product in your tasks, making sure reliable and reliable performance.
What are the key properties of A216 WCB material?
The key properties of A216 WCB include excellent mechanical strength, toughness, and moderate hardness, making it suitable for applications requiring durability and resistance to wear.
What is the chemical composition of ASTM A216 WCB?
The chemical composition of ASTM A216 WCB typically comprises carbon, manganese, silicon, phosphorus, and sulfur. These elements contribute to the alloy’s mechanical properties, enhancing its structural integrity and resistance to various forms of stress and deformation.
What are the applications of ASTM A216 WCB in various industries?
ASTM A216 WCB is widely used in the petrochemical, power generation, oil and gas, marine, and construction industries for components such as valves, pumps, turbine casings, drilling equipment, and structural parts in buildings and bridges.
What are the heat treatment processes for ASTM A216 WCB?
The heat treatment processes for ASTM A216 WCB include annealing, normalizing, quenching and tempering, and stress relieving. These processes are crucial in ensuring the material achieves the desired mechanical properties and performance in various applications.
How does A216 WCB compare with other casting materials?
A216 WCB offers a balance of strength, ductility, and cost-effectiveness compared to other casting materials. It is also known for its good machinability and weldability, making it a versatile choice for many industrial applications.
What guidelines should be followed when selecting and using A216 GR WCB in projects?
When selecting and using A216 GR WCB, it is crucial to understand the application requirements, ensure the material’s chemical composition and mechanical properties align with project specifications, consider heat treatment processes, compare with other casting materials, and follow practical tips for using the material in projects.
A big size ball valve is a type of quarter-turn valve that uses a hollow, perforated, and pivoting ball to control the flow of fluids through it. These valves are specifically designed for applications requiring large pipe diameters and high flow rates.
Big size ball valves typically range from 2 inches in diameter all the way up to several feet, making them suitable for industrial processes where significant volumes of fluid need to be controlled. With their robust construction and wide range of materials available, big size ball valves are pivotal components in various industries such as oil and gas, petrochemicals, water treatment, and more.
Importance of Classification in Ball Valve Design
The classification of big size ball valves plays a crucial role in the design process as it helps engineers and users understand the capabilities and limitations of these essential components. By categorizing ball valves based on factors such as size range, pressure ratings, materials used, and applications, designers can tailor their specifications to meet specific industry requirements effectively. Proper classification also aids in selecting the most suitable valve for a given application, ensuring optimal performance and longevity.
The Significance of Efficient Flow Control
Efficient flow control is not just about opening or closing a valve; it involves precise regulation to optimize processes while maintaining safety standards. Big size ball valves offer excellent control over fluid flow due to their quick operation and tight sealing properties.
This level of control is vital in industries where high-pressure systems or corrosive fluids are commonplace. The ability to classify these valves based on their unique features allows engineers to select the right solution for each scenario, leading to improved system efficiency and reduced operational risks.
Ball valves are essential components in fluid control systems, offering a straightforward yet effective method of regulating flow. At the core of a ball valve lies a spherical disc with a hole, known as the port, that pivots to control the flow of fluid.
When the valve is open, the port aligns with the pipeline, allowing for unrestricted flow. Conversely, closing the valve involves rotating the ball 90 degrees to block off flow completely.
This mechanism provides quick shut-off capabilities ideal for applications where rapid response is crucial. The main components of a typical ball valve include the body, ball (or sphere), seats, stem, and actuator.
The body serves as the outer casing that houses all internal components while providing connection points for piping systems. The ball is responsible for controlling flow by either obstructing or permitting passage through its central port.
Seats are sealing elements located around the port to ensure leak-tight closure when the valve is shut. The stem connects the actuator to the ball and facilitates movement to open or close it accordingly.
Diverse Types Based on Design and Operation
Ball valves come in various designs tailored to specific applications and operational requirements. One common classification is based on how they operate: floating ball valves and trunnion mounted ball valves. Floating ball valves utilize a floating design where one side of the ball is exposed to pressure from both upstream and downstream ends, allowing it to move freely within its housing for optimal sealing performance.
On the other hand, trunnion mounted ball valves have additional mechanical anchoring support at both ends of the ball, enhancing stability and reducing wear under high-pressure conditions. Moreover, there are further distinctions based on design variations such as two-way vs three-way configurations or full bore vs reduced bore options.
Two-way ball valves feature one inlet and outlet for simple on/off control, while three-way valves offer more complex diverting or mixing functionalities with additional ports. In terms of bore size, full bore valves have an internal diameter equivalent to pipe size for minimal pressure drop and increased flow capacity compared to reduced bore counterparts with smaller openings.
Size Range for Big Size Ball Valves
Embracing the Magnitude:
Big size ball valves are characterized by their substantial dimensions, typically ranging from several inches to several feet in diameter. These valves are engineered to handle high flow rates and perform effectively in applications requiring large-scale control of fluid or gas flow.
The size range for big size ball valves varies depending on the industry and specific requirements of the system they are intended to serve. From industrial pipelines to power plants, these valves play a crucial role in regulating the movement of media on a grand scale.
Pressure Ratings and Applications
The Crucial Balance:
Pressure ratings for big size ball valves are paramount considerations in their design and implementation. These valves must be able to withstand immense pressure levels while maintaining operational efficiency and integrity.
Different applications require varying pressure ratings, and big size ball valves are tailored to meet these diverse needs. For instance, in high-pressure systems such as those found in oil refineries or petrochemical plants, the pressure rating of the valve must be meticulously selected to ensure safe and reliable operation.
Materials Used in Manufacturing Big Size Ball Valves
The Foundation of Excellence:
The materials utilized in manufacturing big size ball valves play a pivotal role in determining their performance, durability, and compatibility with different operating conditions. Common materials used include stainless steel, carbon steel, alloy steels, brass, and exotic alloys like titanium or duplex stainless steel. Each material offers unique properties such as corrosion resistance, high temperature tolerance, or superior strength that cater to specific requirements of diverse industries.
The selection of materials is a critical aspect of designing big size ball valves that can withstand harsh environments while ensuring long-term functionality. These sections provide an insightful glimpse into the intricate world of big size ball valve classification – shedding light on factors such as size range considerations, pressure ratings tailored to applications, and the essential role played by materials in manufacturing these robust components that form the backbone of fluid control systems across various industries.
When it comes to big size ball valves, the design of the body and end connections plays a crucial role in ensuring optimal performance and longevity. The body construction must be robust enough to withstand high pressure and temperature conditions commonly encountered in industrial applications.
Typically, materials such as carbon steel, stainless steel, or exotic alloys are used for the body to ensure durability and resistance to corrosion. Additionally, the end connections need to be carefully designed to provide leak-tight seals and facilitate easy installation and maintenance.
Sealing Mechanisms: Floating vs Trunnion Mounted Balls
One of the key design considerations in big size ball valves is the type of sealing mechanism employed, namely floating vs trunnion mounted balls. Floating ball valves utilize a simple design where the ball floats between the sealing rings under pressure, providing reliable sealing performance.
On the other hand, trunnion mounted ball valves feature additional support from trunnions located at the top and bottom of the ball, offering enhanced stability and improved sealing capabilities for higher pressure applications. Choosing between these two mechanisms depends on factors such as operating conditions, pressure ratings, and required maintenance intervals.
The actuation method used in big size ball valves determines how they are operated in industrial settings. Manual actuation involves hand-operated levers or gears for opening and closing the valve manually.
Pneumatic actuation utilizes compressed air to automate valve operation quickly and efficiently. Electric actuation involves motors or solenoids for remote control of valve functions with precision.
Hydraulic actuation uses fluid power to move pistons that operate the valve smoothly under high-pressure conditions. Selecting the appropriate actuation method depends on factors such as operational requirements, automation needs, safety considerations, and environmental factors impacting valve performance.
International Standards
The Backbone of Quality Assurance
When it comes to the manufacturing and application of big size ball valves, adherence to international standards is paramount. Two renowned organizations, the American Petroleum Institute (API) and the American Society of Mechanical Engineers (ASME), have established comprehensive guidelines that govern the design, construction, and testing of industrial valves.
For big size ball valves specifically, standards such as API 6D and ASME B16.34 play a crucial role in ensuring product quality, performance reliability, and safety compliance. API 6D is a widely recognized standard for pipeline valves including big size ball valves used in critical applications within industries like oil and gas.
This specification covers aspects such as valve design, materials selection, testing procedures, and marking requirements to guarantee optimal functionality under varying operating conditions. On the other hand, ASME B16.34 outlines specific dimensions, pressure-temperature ratings, and material specifications that must be met by manufacturers to achieve consistency in valve performance across different applications.
Local Regulations
Compliance Beyond Borders
In addition to international standards, local regulations also exert a significant influence on the production and implementation of big size ball valves. Within the European Union (EU), for instance, the Pressure Equipment Directive (PED) sets forth mandatory requirements for equipment such as large diameter valves intended for use in high-pressure systems. This directive aims to ensure that all pressure equipment placed on the EU market meets essential safety criteria through conformity assessment procedures.
The PED categorizes pressure equipment based on hazard level and assigns corresponding conformity assessment modules that manufacturers must follow to demonstrate compliance with essential health and safety requirements. For big size ball valves designed for critical applications where failure could lead to severe consequences, adherence to PED regulations is not just a regulatory obligation but a testament to commitment towards operational integrity and risk mitigation in line with EU directives.
In Pursuit of Excellence
Bridging Global Standards with Local Laws
By harmonizing international standards like those set by API and ASME with local regulations such as the European Union’s Pressure Equipment Directive (PED), manufacturers can navigate a complex landscape of quality assurance measures while ensuring legal compliance across geographical boundaries. The synergy between these global benchmarks and regional mandates fosters an environment where big size ball valve producers prioritize not only performance excellence but also societal well-being through adherence to stringent industry norms.
The amalgamation of international standards like API 6D or ASME B16.34 with local regulatory frameworks like PED embodies a commitment towards technological advancement without compromising on safety or environmental considerations. As industries continue to evolve in their reliance on large diameter valves for critical processes, aligning with both global best practices and local statutory requirements becomes imperative for fostering trust among stakeholders while upholding operational excellence throughout the lifecycle of these indispensable components.
Specialized Applications of Big Size Ball Valves
Oil & Gas Industry
In the oil and gas industry, big size ball valves play a crucial role in controlling the flow of various fluids such as crude oil, natural gas, and refined products. These valves are designed to withstand high pressures and temperatures encountered in upstream exploration, production, transportation, and refining processes.
Big size ball valves are commonly used in pipeline applications where reliable isolation and regulation of fluid flow are essential for maintaining operational efficiency and safety. Furthermore, big size ball valves in the oil and gas sector are often equipped with advanced materials such as stainless steel or exotic alloys to resist corrosion from aggressive media present in hydrocarbon processing.
They provide tight shut-off capabilities to prevent leakage and ensure environmental protection. The ability of these valves to handle large flow rates makes them ideal for critical installations where uninterrupted operation is paramount.
Moreover, the versatility of big size ball valves allows for integration into complex systems like subsea production platforms or LNG terminals. Their robust construction and dependable performance make them indispensable components in ensuring the smooth operation of upstream and downstream activities within the oil and gas industry.
Water Treatment Plants
Water treatment plants rely on big size ball valves for regulating the flow of water during various purification processes such as filtration, disinfection, and desalination. These valves ensure precise control over water distribution networks by managing large volumes with minimal pressure loss.
Their ability to handle abrasive or corrosive substances commonly found in wastewater streams makes them an essential component in maintaining clean water supplies for communities. Big size ball valves used in water treatment applications are often designed with special coatings or linings to prevent fouling or scaling that can compromise operational efficiency over time.
Their durable construction enables them to withstand continuous operation under challenging conditions without compromising performance. By incorporating these reliable valves into their infrastructure, water treatment plants can enhance system reliability while meeting stringent regulatory requirements for quality assurance.
Furthermore, the modularity of big size ball valves allows for easy adaptation to changing process conditions within water treatment facilities. Whether controlling raw water intake or directing treated effluent for discharge, these versatile valves offer flexibility and dependability essential for ensuring consistent operation throughout various stages of the purification process.
Chemical Processing Facilities
In chemical processing facilities, big size ball valves are indispensable components used in handling aggressive chemicals, solvents, and hazardous materials safely and efficiently. These specialized valves provide precise control over fluid flows within reactors, pipelines, storage tanks, and other critical equipment involved in manufacturing processes across a wide range of industries including petrochemicals, pharmaceuticals,and specialty chemicals sectors.
Utilizing big size ball valve technology ensures that chemical processing facilities can achieve optimal process performance while adhering to strict safety regulations governing hazardous material handling.The inherent design features such as bubble-tight sealing capability enable reliable isolation during maintenance procedures or emergency shutdown situations. Moreover,big-sizeballvalves,coupledwithadvancedactuation systems,suchas pneumaticallyor electrically-operatedactuators,facilitateremoteoperationandmonitoringofcriticalprocesseswithinchemicalplants.Thesevalvesenablepreciseflowmanagementandcontributetomaximizingproductionefficiencywhileminimizingdowntimeandoperatingcosts.Furthermore,the robustconstructionofbigsizeballvalvesenhancesresistancetochemicalcorrosionandelevatedtemperaturescommonlyencounteredinchemicalsectors,resultinginextendedservice lifeandexcellentperformanceacrossawidevarietyofapplicationswithintheindustry.
Advantages of Big Size Ball Valves
Maximizing Efficiency: High Flow Capacity
Big size ball valves are renowned for their exceptional flow capacity, allowing for smooth and unrestricted fluid flow. Their design with a spherical closure ensures minimal friction and turbulence, enabling high flow rates without compromising performance. This feature is particularly advantageous in applications requiring rapid fluid transfer or where large volumes need to be handled efficiently.
Promoting System Performance: Low Pressure Drop
Another key advantage of big size ball valves is their ability to maintain low pressure drop across the system. The streamlined flow path created by the spherical ball minimizes resistance, resulting in reduced energy consumption and optimized system performance. By mitigating pressure loss, these valves contribute to maintaining consistent pressure levels within pipelines, enhancing overall operational efficiency.
Enhancing Maintenance Ease: Operation and Maintenance
Operating and maintaining big size ball valves is relatively straightforward compared to other valve types. With simple quarter-turn operation to open or close the valve, operators can quickly control fluid flow without extensive effort. Additionally, the robust construction of these valves often requires minimal maintenance, reducing downtime and ensuring long-term reliability in industrial settings.
Limitations of Big Size Ball Valves
Navigating Challenges: Potential Leakage Issues at High Temperatures or Pressures
One limitation associated with big size ball valves is the potential for leakage under extreme conditions such as high temperatures or pressures. While these valves are generally durable and reliable, prolonged exposure to harsh operating conditions may lead to seal degradation or wear over time. Proper selection of materials and regular maintenance can help mitigate this risk and ensure leak-free operation.
Weighing Financial Factors: Cost Considerations for Large Diameter Valves
Cost considerations can present a challenge when it comes to big size ball valves, especially those with large diameters. The materials used in manufacturing such valves, along with their intricate design features for high-performance applications, can contribute to higher production costs.
Additionally, installation and maintenance expenses for oversized valves may impact overall project budgets. Careful evaluation of cost-effectiveness versus performance requirements is essential when choosing big size ball valves for industrial systems.
The Balance Between Advantages and Limitations
While big size ball valves offer numerous advantages like high flow capacity, low pressure drop, and ease of operation & maintenance, it’s crucial to acknowledge their limitations concerning potential leakage issues under extreme conditions and cost considerations associated with large diameter variants. By understanding these aspects comprehensively, industry professionals can make informed decisions regarding the selection, installation, and upkeep of big size ball valves in diverse applications.
Smart Valve Technology with IoT Integration
In the realm of big size ball valves, a revolutionary development that is rapidly gaining traction is the integration of Smart Valve Technology with the Internet of Things (IoT). This cutting-edge approach involves embedding sensors and communication devices within the valve structure to enable real-time monitoring and control remotely. By connecting big size ball valves to IoT networks, operators can access crucial data such as temperature, pressure, flow rates, and valve position from any location with internet connectivity.
This level of connectivity revolutionizes maintenance practices by allowing predictive maintenance strategies based on actual performance metrics rather than scheduled inspections. One significant advantage of incorporating Smart Valve Technology with IoT integration is the ability to optimize operational efficiency and enhance overall system performance.
Through continuous monitoring and data analysis, operators can identify potential issues or anomalies in valve behavior before they escalate into costly breakdowns or failures. Moreover, remote access to valve parameters enables swift adjustments to flow rates or pressure settings in response to changing operational requirements, ensuring optimal performance in dynamic industrial environments.
This proactive approach not only minimizes downtime but also prolongs the lifespan of big size ball valves through intelligent utilization. As technology continues to evolve at a rapid pace, the integration of Smart Valve Technology with IoT promises to revolutionize traditional industrial processes by introducing automation and data-driven decision-making into valve operations.
The ability to gather real-time data from big size ball valves opens up possibilities for advanced analytics and predictive modeling that can further optimize system efficiency and reliability. By harnessing the power of interconnected devices and intelligent algorithms, industries can achieve higher levels of productivity while reducing operational costs associated with manual monitoring and maintenance practices.
Advanced Coating Techniques for Enhanced Durability
In pursuit of improved durability and longevity for big size ball valves, manufacturers are increasingly turning towards advanced coating techniques as a means of enhancing resistance to corrosion, abrasion, and wear. These specialized coatings serve as protective barriers against harsh operating conditions prevalent in industries such as oil & gas, chemical processing plants, and water treatment facilities where big size ball valves are integral components. By applying high-performance coatings with specific properties tailored to withstand corrosive environments or high-temperature applications, manufacturers can significantly extend the service life of these critical assets.
One innovative coating technique gaining prominence in enhancing durability for big size ball valves is thermally sprayed coatings such as HVOF (High-Velocity Oxygen Fuel) or plasma spraying methods. These processes involve depositing metallic or ceramic coatings onto valve surfaces at high velocities under controlled conditions to create dense layers that exhibit superior resistance against erosion caused by abrasive media or corrosive fluids.
By selecting materials with excellent wear properties combined with advanced coating technologies like diamond-like carbon (DLC) or ceramic-based coatings, manufacturers can fortify critical components within big size ball valves against premature failure due to material degradation. Moreover, recent advancements in nanotechnology have opened new frontiers in developing nanocomposite coatings for big size ball valves that offer unparalleled strength-to-weight ratios coupled with exceptional corrosion resistance properties. By engineering nanostructured materials at atomic levels, researchers have been able to create surface coatings that exhibit extraordinary hardness, toughness, and chemical inertness unmatched by conventional coating solutions. This next-generation approach not only strengthens the structural integrity of big size ball valves but also enhances their operational reliability under extreme conditions encountered in demanding industrial applications. The ongoing evolution of advanced coating techniques underscores a concerted effort towards enhancing equipment resilience while simultaneously reducing maintenance costs associated with premature component failures.
Conclusion
The Future of Big Size Ball Valve Classification
The classification of big size ball valves plays a crucial role in ensuring efficient and safe operation across various industries. As technology continues to advance, we can expect further innovations in the design and classification of these valves.
The integration of smart valve technology with IoT capabilities offers exciting possibilities for real-time monitoring and control, enhancing operational efficiency and predictive maintenance strategies. Additionally, the development of advanced coating techniques promises improved durability and longevity for big size ball valves, ensuring reliable performance even in harsh operating conditions.
Embracing Sustainability and Efficiency
It is imperative for industries to prioritize sustainability and efficiency when selecting and using big size ball valves. By choosing valves that are classified based on their environmental impact and energy efficiency, companies can contribute to a greener future while optimizing their processes. Adopting best practices in valve selection, maintenance, and operation not only benefits the environment but also leads to cost savings and enhanced reliability in industrial operations.
A Bright Future Ahead
In this ever-evolving landscape of engineering excellence, the classification of big size ball valves stands as a testament to human innovation and ingenuity. As industries continue to grow and evolve, the demand for reliable flow control solutions will persist.
By understanding the importance of proper classification in designing robust ball valve systems, engineers can pave the way for safer, more efficient industrial processes. Together, we move toward a future where technology meets sustainability in perfect harmony, shaping a brighter tomorrow for generations to come.
When choosing a wholesale plug valve supplier, it’s crucial to consider key features like product quality, range of products, competitive pricing, reliability, technical support, customization options, and reputation. This article provides insights into what to look for to ensure a successful partnership that benefits your business.
By understanding the top wholesale plug valve suppliers in the market, comparing prices and quality, evaluating supplier reliability and customer service, efficiently ordering plug valves in bulk, and learning from case studies of successful partnerships, you can make informed decisions to enhance their procurement process and operational efficiency.
Key Points
Product Quality and Standards: API, ISO, ANSI compliance
Range of Products: Various types, sizes, materials
Competitive Prices: Compare for best deal
Reliability and Delivery Times: On-time delivery
Technical Support and Customer Service: Responsive assistance
Customization Options: Tailored solutions available
Reputation and Reviews: Industry credibility
Key Features to Seek in a Wholesale Plug Valve Vendor
When picking a wholesale plug valve supplier, there are several critical functions to take into consideration to ensure you are partnering with a respectable and reliable company. These attributes not only impact the top quality of the items but additionally the performance and cost-effectiveness of your purchase procedure.
Item High Quality and Specifications
The primarily factor is the quality of the plug valves offered. Guarantee that the supplier sticks to international criteria such as API, ISO, or ANSI. Top notch plug valves should be resilient, corrosion-resistant, and efficient in withstanding high-pressure environments. Demand item qualifications and top quality assurance paperwork to validate conformity.
Array of Products
An extensive variety of plug valves is an additional crucial function. An excellent provider must use different types, including lubricated, non-lubricated, eccentric, and multi-port valves, to satisfy diverse industrial needs. The accessibility of different dimensions, products, and pressure ratings is additionally critical.
Affordable Prices
Cost-effectiveness is an essential factor to consider when acquiring in mass. Contrast rates amongst various suppliers to ensure you are obtaining the best offer without jeopardizing on high quality. Try to find clear pricing structures and consider providers that offer discounts for big orders.
Dependability and Distribution Times
Trustworthy delivery schedules are important to maintain your job timelines. Review the provider’s performance history for on-time distribution and their capacity to manage large orders efficiently. A vendor with a durable logistics network can significantly lower lead times.
Technical Assistance and Client Service
Technical competence and receptive consumer solution are indispensable. Choose a provider that offers thorough technical support, including installation advice and troubleshooting. Good client service must be conveniently accessible and with the ability of addressing any issues promptly.
Customization Options
In many cases, conventional plug valves may not meet specific demands. A supplier that offers modification options can offer tailored remedies to fit one-of-a-kind applications. Review any prospective customization requires with the provider to ensure they have the capacity to deliver.
Track Record and Reviews
Lastly, the online reputation of the distributor within the market can provide insights right into their reliability and product quality. Search for reviews and endorsements from other services that have partnered with the provider. High scores and favorable feedback are great indications of a credible supplier.
Leading Wholesale Plug Valve Providers in the Marketplace
When it involves sourcing wholesale plug valve suppliers, understanding the leading players in the marketplace is essential for making sure top quality and reliability. Below is an overview of several of the leading distributors understood for their experience, considerable product variety, and dedication to client contentment.
1. Lixin
Lixin Valve Group has actually established itself as a prominent distributor in the plug valve industry. They use a broad variety of plug valves appropriate for different applications, ensuring that consumers can discover the precise requirements they require. Their valves are recognized for their resilience and precision design, making them a recommended selection for numerous sectors.
2. Emerson
Understood for its cutting-edge designs and top notch products, Emerson stands apart on the market. They have a robust supply chain that makes sure prompt distribution of bulk orders. Their client service is highly ranked, offering exceptional assistance from first questions to after-sales solution.
3. Flowserve
Flowserve focuses on providing affordable wholesale plug valve remedies without endangering on high quality. They have an extensive magazine that satisfies numerous commercial needs. Their competitive rates and versatile order amounts make them an eye-catching choice for services of all dimensions.
4. Pentair
With a solid reputation for reliability and efficiency, Pentair is a trusted name among plug valve distributors. They concentrate on continual renovation and innovation in their product line, guaranteeing that their valves satisfy the most recent market requirements and laws.
5. Crane
Crane provides a varied variety of plug valves that provide to specialized industrial requirements. Their commitment to high quality is mirrored in their rigorous testing procedures and adherence to global standards. They also supply customized options to satisfy special client demands.
Comparing Prices and Top Quality Among Distributors
When reviewing a wholesale plug valve vendor, it is essential to contrast both costs and quality to guarantee you receive the most effective value for your investment. The cost of plug valves can vary significantly among distributors due to variables such as product, producing processes, and brand reputation. Right here are some essential considerations to remember:
Product and Production Top Quality
The material used in plug valves significantly influences both their price and performance. Typical products consist of brass, stainless-steel, and cast iron. High-grade products normally cause more sturdy and trustworthy valves however come with a higher rate. Make sure that the distributor follows market standards and qualifications, which can be a measure of the item’s top quality.
Quality Guarantee and Screening
Quality guarantee is one more important factor. Providers need to give paperwork of high quality examinations and qualifications, such as ISO or ANSI requirements. Think about suppliers that supply guarantees or assurances as a sign of their confidence in their product quality.
Vendor Online Reputation and Reviews
Study the online reputation of each provider. Client reviews and market responses can supply insights right into the integrity and top quality of their products. Look for regular favorable comments concerning item efficiency, durability, and customer solution.
Balancing Price and Quality
While it might be alluring to pick the lowest-priced option, it is crucial to balance expense with high quality. Poor-quality plug valves can result in frequent substitutes, operational downtime, and possible security risks, ultimately costing much more in the future.
Evaluating Distributor Dependability and Customer Care
When selecting a wholesale plug valve distributor, one of one of the most important facets to consider is the reliability of the provider. Integrity encompasses numerous elements, consisting of the consistency of product top quality, adherence to shipment routines, and the capacity to satisfy order specifications. A trusted supplier will certainly have a track record of delivering top notch plug valves that satisfy industry criteria and perform effectively in different applications.
Customer service is an additional vital element to review. A vendor with excellent client service will certainly offer timely and educated responses to queries, give thorough support for item option, and offer options to any type of problems that may arise. This consists of having a dedicated assistance team that can help with technological questions, order tracking, and after-sales service.
Additionally, it is helpful to examine the vendor’s communication networks. Effective communication is vital for preserving a smooth supply chain. Try to find providers that provide numerous call techniques, such as phone, email, and live chat, and who preserve clear and clear communication throughout the getting process.
One more key sign of a reliable wholesale plug valve distributor is their track record within the industry. This can be gauged with client reviews, endorsements, and situation researches. Favorable feedback from various other organizations that have effectively partnered with the vendor can provide understanding into their reliability and client service criteria.
Moreover, take into consideration the vendor’s versatility and readiness to accommodate special requirements or custom-made orders. A supplier that can customize their services to fulfill details requirements demonstrates a high degree of client dedication and operational ability.
Last but not least, make sure that the provider has durable policies in area for managing returns, service warranties, and any potential disagreements. Clear and fair plans are a measure of a supplier that values consumer complete satisfaction and guarantees their items.
How to Order Plug Valves Wholesale Successfully
When purchasing plug valves wholesale from a wholesale plug valve vendor, there are several actions and factors to consider to make sure efficiency and cost-effectiveness. Below, I lay out a thorough method to streamline the bulk ordering procedure.
1. Specify Your Demands
Beginning by plainly specifying the specifications of the plug valves you need. This consists of size, material, stress ranking, and any type of industry-specific criteria. Having a comprehensive specification checklist aids in connecting your requirements properly to the provider.
2. Research Study Potential Suppliers
Identifying reliable wholesale plug valve providers is essential. Search for providers with a robust track record, positive customer testimonials, and qualifications that match your industry requirements. It can be practical to produce a shortlist of possible providers.
3. Request for Quotes (RFQ)
Send comprehensive RFQs to your shortlisted distributors. Make certain that your RFQ consists of the following:
Exact specifications of the plug valves
Amount required
Shipment timeline
Repayment terms
Any extra services needed (e.g., custom-made labeling, packaging)
4. Contrast Quotes
Once you obtain quotes, compare them not simply on price however additionally on high quality, shipment time, and extra solutions. It can be useful to create a comparison table to assess the quotes more efficiently:
Vendor
Device Price
Complete Cost
Delivery Time
Repayment Terms
Added Services
Distributor A
$10
$10,000
4 weeks
Internet 30
Personalized Product packaging
Distributor B
$9.50
$9,500
6 weeks
Net 45
Standard Product packaging
5. Bargain Terms
Participate in arrangements with the providers to see if you can protect far better terms regarding cost, settlement, or distribution. Establishing an excellent relationship can usually bring about more beneficial conditions.
6. Place the Order
Once you have chosen the very best vendor based upon your examination, proceed to position the order. Guarantee that the order (PO) includes all agreed-upon information to prevent any misunderstandings.
7. Display the Order
After positioning the order, maintain routine interaction with the vendor to keep an eye on the production and shipment procedure. This assists in addressing any possible concerns early and makes sure timely shipment.
8. Inspect the Distribution
Upon obtaining the bulk order, conduct a complete assessment to make certain that the plug valves fulfill your specs and quality criteria. Any type of discrepancies need to be attended to promptly with the supplier.
By adhering to these actions, you can make sure a smooth and efficient procedure when ordering plug valves in bulk from a wholesale plug valve distributor.
Instance Researches of Effective Partnerships with Plug Valve Suppliers
Building a successful collaboration with a wholesale plug valve vendor can significantly impact the efficiency and profitability of your procedures. Right here, we discover numerous case studies that highlight the advantages of developing strong connections with trustworthy vendors.
Study 1: Consistent Top Quality and Timely Delivery
Firm A, a leading supplier in the chemical market, partnered with a prominent wholesale plug valve distributor. The provider regularly gave high-grade plug valves that met rigid market criteria. This partnership enabled Firm A to maintain seamless production processes with very little downtime. The distributor’s dedication to prompt distributions made certain that Firm A could fulfill its manufacturing schedules right away.
Trick Conveniences
Information
Constant Top quality
High-quality valves meeting market criteria
Prompt Distribution
On-time deliveries keeping production timetables
Study 2: Cost Effectiveness through Bulk Orders
Firm B, operating in the oil and gas market, sought methods to lower prices without endangering on top quality. By partnering with a wholesale plug valve vendor, Business B was able to work out desirable terms for bulk orders. This strategic relocation resulted in significant cost financial savings and boosted their general supply chain efficiency. The supplier additionally offered flexible repayment alternatives that assisted take care of capital better.
Secret Advantages
Information
Cost savings
Reduced expenses via mass order price cuts
Flexible Repayment Alternatives
Better capital administration
Study 3: Boosted Client Service and Technical Assistance
Firm C, a water therapy center, experienced frequent technological obstacles with its existing valve vendors. Changing to a new wholesale plug valve supplier with a dedicated customer support team made a significant distinction. The new distributor provided comprehensive technical assistance and quick resolution of issues, which greatly boosted Company C’s operational performance. The supplier’s aggressive technique in giving maintenance suggestions and updates on new product advancements additionally added to a much more durable partnership.
Key Perks
Details
Technical Support
Comprehensive and receptive assistance solutions
Client Service
Proactive maintenance suggestions and product updates
These situation research studies show the important value of picking a reliable wholesale plug valve supplier. By concentrating on top quality, cost efficiency, and excellent client service, firms can foster successful collaborations that drive functional success and growth.
FAQs About Wholesale Plug Valve Suppliers
What are the key features to look for in a wholesale plug valve supplier?
When selecting a wholesale plug valve supplier, it is essential to consider factors such as product quality and standards, range of products, competitive pricing, reliability and delivery times, technical support and customer service, customization options, and reputation and reviews.
Who are some of the top wholesale plug valve suppliers in the market?
Some of the top wholesale plug valve suppliers in the market include Lixin, Emerson, Flowserve, Crane, and Pentair. These suppliers are known for their expertise, extensive product range, and commitment to customer satisfaction.
How can I compare prices and quality among wholesale plug valve suppliers?
When comparing prices and quality among suppliers, it is crucial to consider factors such as material and manufacturing quality, price comparison, quality assurance and testing, and supplier reputation and reviews. Balancing cost with quality is essential to make the best investment.
What should I evaluate in terms of supplier reliability and customer service?
When evaluating supplier reliability and customer service, consider factors such as product quality consistency, adherence to delivery schedules, communication channels, reputation within the industry, flexibility for special requirements, and policies for handling returns and warranties.
How can I efficiently order plug valves in bulk from a wholesale plug valve supplier?
To efficiently order plug valves in bulk, you should define your requirements, research potential suppliers, request quotes (RFQ), compare quotes, negotiate terms, place the order, monitor the order, and inspect the delivery. This process helps streamline the bulk ordering process.
What are some case studies of successful partnerships with plug valve suppliers?
Case studies have shown the benefits of partnering with wholesale plug valve suppliers, including consistent quality and timely delivery, cost efficiency through bulk orders, and enhanced customer service and technical support. These partnerships have improved operational efficiency and profitability for businesses.
As a specialist in vehicle repair, I can inform you that a number of elements influence the price of changing a valve cover gasket. Comprehending these factors can help you anticipate expenses more accurately and make informed decisions. Factors like car make and model, labor costs, geographic location, parts quality, and additional repairs needed all play a role in determining the cost of the replacement.
The cost of a valve cover gasket replacement can vary significantly depending on the type of vehicle you own. From economy cars to luxury vehicles, the average prices range from $80 to $800. By understanding these variations and factors influencing the cost, you can budget appropriately for this essential maintenance task and make the best decision for your vehicle’s needs.
Key Points
Factors affecting cost of valve cover gasket replacement
Average price by vehicle type: economy, mid-range, luxury
Aspects Impacting the Cost of Valve Cover Gasket Substitute
As a specialist in vehicle fixing, I can inform you that a number of elements influence the price of changing a valve cover gasket. Comprehending these factors can help you anticipate expenses a lot more accurately and make notified decisions.
Car Make and Version
The make and model of your lorry play a significant function in figuring out the expense. Deluxe and high-performance lorries commonly have a lot more intricate and expensive parts, which can enhance both the expense of the gasket itself and the labor required for substitute.
Labor Prices
Labor costs differ depending upon the intricacy of the job and the prices charged by auto mechanics in your area. Some cars have conveniently obtainable valve covers, making the replacement procedure uncomplicated and less taxing. Others may call for the removal of added parts, boosting the labor time and price.
Geographic Area
Your geographical area can likewise impact the cost. Auto mechanics in metropolitan locations or areas with a greater price of living typically charge more for their services compared to those in backwoods.
Components Top quality
The top quality of the replacement gasket is another essential aspect. OEM (Initial Equipment Maker) parts are more costly but offer an excellent fit and durable performance. Aftermarket gaskets can be less costly however might differ in top quality and durability.
Additional Repair works
Occasionally, extra repair services are needed when changing a valve cover gasket. As an example, if there’s considerable oil leakage, various other parts like ignition system or ignition coils might be influenced and require substitute, including to the overall cost.
Factor
Influence on Expense
Vehicle Make and Design
Greater for luxury/performance cars
Labor Prices
Differs by task complexity and technician rates
Geographic Place
Greater in urban/high-cost living locations
Components Top quality
Higher for OEM parts
Additional Repair works
Rises with the demand for added parts/services
By recognizing these aspects, you can better estimate the prospective costs connected with a valve cover gasket substitute and strategy accordingly.
Average Price of Valve Cover Gasket Replacement by Lorry Type
The expense of a valve cover gasket replacement can differ significantly relying on the kind of automobile you possess. The main aspects affecting the rate consist of the make and design of your auto, labor costs, and the schedule of parts. Right here is a breakdown of the average prices by various lorry kinds:
Economic climate Cars
For economic situation vehicles, the cost of a valve cover gasket substitute typically varies from $80 to $200. These lorries typically have easier engine styles, making the substitute procedure a lot more simple and much less time-consuming.
Mid-Range Automobiles
Mid-range automobiles, such as sedans and small SUVs, usually sustain a greater price for this solution. You can anticipate to pay between $150 and $300 for a valve cover gasket replacement. The enhanced price is because of much more intricate engine arrangements and possibly higher labor charges.
Deluxe Cars
Luxury autos frequently call for specialized parts and a greater level of competence to carry out a valve cover gasket substitute. Therefore, the prices can intensify to $300 to $600 or more. The high rate shows the premium parts and the careful labor included in servicing these lorries.
Trucks and SUVs
For trucks and larger SUVs, the price of changing a valve cover gasket typically drops between $200 and $500. The larger engines in these cars call for even more effort and time to access and change the gasket, adding to the higher price.
Efficiency and Sports Cars
Efficiency and cars are often at the higher end of the cost spectrum, with valve cover gasket replacements costing anywhere from $400 to $800. These cars frequently have high-performance engines that are densely loaded with components, making the substitute procedure a lot more labor-intensive.
In recap, the ordinary expense of a valve cover gasket substitute varies extensively across various lorry types, influenced by variables such as engine intricacy, labor rates, and component prices. Comprehending these variations can help you spending plan suitably for this vital upkeep job.
Indications You Required a Valve Cover Gasket Replacement
A valve cover gasket replacement is important when particular signs indicate that the existing gasket is falling short. Acknowledging these signs early can stop much more serious engine troubles and pricey repair services. Below are some essential indicators to watch for:
Oil Leaks
One of one of the most typical signs of a stopping working valve cover gasket is oil leakages. If you discover oil places under your car or oil seeping from the valve cover, it may be time for a replacement. An oil leakage can bring about decreased engine lubrication, triggering considerable damage if left unaddressed.
Burning Oil Smell
A burning oil odor, specifically obvious after driving, is an additional sign of a dripping valve cover gasket. This odor happens when dripping oil drips onto warm engine components, such as the exhaust manifold. It’s important to address this problem without delay to stop prospective fire threats.
Low Oil Degrees
Constant reduced oil levels without a noticeable leak can recommend a valve cover gasket problem. As the gasket deteriorates, oil can run away and burn, bring about a gradual decrease in oil degrees. On a regular basis checking your oil levels can aid identify this concern early.
Engine Misfire
An engine misfire, characterized by harsh idling or a loss of power, can be a sign of a defective valve cover gasket. Oil dripping right into the spark plug wells can impact the performance of the ignition system, causing misfires and minimized engine effectiveness.
Unclean Valve Cover
An aesthetic inspection of the valve cover can likewise expose indicators of gasket failing. If you notice dust, gunk, or particles gathering around the valve cover, it could be because of oil infiltration. This buildup can typically be gone along with by an obvious oil movie around the gasket area.
Sign
Summary
Oil Leaks
Noticeable oil places under the vehicle or oil seeping from the valve cover.
Burning Oil Odor
A recognizable burning oil odor after driving, showing oil dripping on warm engine components.
Reduced Oil Degrees
Regular reduced oil degrees without a noticeable leakage, suggesting oil escape and burn-off.
Engine Misfire
Harsh idling or loss of power because of oil impacting ignition system.
Unclean Valve Cover
Buildup of dust, crud, or debris around the valve cover as a result of oil seepage.
Do It Yourself vs. Expert Valve Cover Gasket Substitute: Advantages And Disadvantages
When thinking about a valve cover gasket substitute, among the main choices you’ll deal with is whether to deal with the work on your own or employ a professional technician. Each strategy has its very own collection of advantages and challenges, and recognizing these can aid you make an informed choice.
DIY Valve Cover Gasket Replacement: Pros
Selecting a DIY valve cover gasket replacement can offer numerous advantages. First of all, it can be significantly more cost-efficient as you just require to buy the gasket and any required tools, which can result in substantial cost savings on labor expenses. In addition, if you delight in working with your car, this task can give a feeling of achievement and a deeper understanding of your car’s mechanics.
DIY Valve Cover Gasket Substitute: Disadvantages
Nevertheless, there are remarkable downsides to take into consideration. Without the correct experience and tools, the process can be taxing and difficult. Errors during setup can lead to further problems, such as oil leakages or engine damage, which might wind up costing a lot more in the future. In addition, diagnosing the issue precisely and ensuring you have all the required components can be difficult for someone without expert training.
Professional Valve Cover Gasket Substitute: Pros
Employing a specialist technician for a valve cover gasket substitute ensures that the work is done correctly and effectively. Experts have the know-how and devices called for to diagnose the concern precisely and do the replacement with precision. This minimizes the threat of mistakes and potential damage to your engine. In addition, numerous auto mechanics provide guarantees on their work, providing tranquility of mind that if something goes wrong, it will be resolved at no added cost to you.
Specialist Valve Cover Gasket Replacement: Cons
One of the most significant drawback to specialist substitute is the expense. Labor costs can be quite high, depending upon the complexity of the work and the rates in your location. This can make the overall expense of a valve cover gasket substitute substantially more than a DIY method. In addition, discovering a trusted auto mechanic can often be an obstacle, and there might be a delay time for an appointment, which could postpone the fixing.
Tips to Save Cash on Valve Cover Gasket Substitute
Replacing a valve cover gasket can be pricey, however there are numerous techniques you can use to save money on this needed repair service. Here are some useful suggestions to think about:
1. Compare Prices
One of the finest means to conserve money is to compare rates from various technicians and vehicle service center. Rates can differ substantially based upon location, the kind of lorry, and the auto mechanic’s experience. Use online resources and obtain numerous quotes to ensure you are obtaining the finest offer.
2. Purchase the Components Yourself
Often, mechanics increase the costs of parts they source for repairs. By acquiring the valve cover gasket yourself, you can commonly locate it at a reduced cost. Check trusted auto components shops or on the internet merchants for affordable rates. Make certain to buy the proper component for your car’s make and version.
3. Seek Price Cuts and Vouchers
Many auto repair stores provide discount rates or vouchers, especially for brand-new consumers. Inspect their web sites or ask directly if they have any promos readily available. Benefiting from these offers can assist minimize the general cost of the replacement.
4. Think About DIY Substitute
If you have some mechanical understanding and the right tools, you might take into consideration changing the valve cover gasket yourself. Do it yourself replacement can considerably cut prices, as you’ll only require to pay for the component and any kind of essential devices. Nevertheless, ensure you follow a trustworthy overview or video clip tutorial to avoid errors that might lead to more repair services.
5. Routine Upkeep
Preventative upkeep can assist you avoid expensive repairs in the future. Frequently checking your engine’s condition and dealing with small issues early can avoid them from developing into more major troubles. Maintaining a clean engine and making certain proper oil levels can extend the life of your valve cover gasket.
6. Utilize a Neighborhood Mechanic
Local, independent technicians often charge less than car dealership solution facilities. They can provide the same high quality of solution at a lower price. Do your research study and discover a trustworthy local technician with great testimonials and sensible prices.
Expense Comparison Table
Provider
Typical Cost (USD)
Dealership
$250 – $600
Independent Mechanic
$150 – $400
DO IT YOURSELF
$20 – $100 (components just)
7. Check for Warranties
Some vehicle components come with service warranties that cover repair work or replacements within a particular period. When getting a valve cover gasket, check if it includes a guarantee. This can conserve you cash if the component falls short prematurely.
By complying with these pointers, you can efficiently reduce the cost of a valve cover gasket substitute while guaranteeing your automobile remains in great problem.
Exactly how to Select a Trusted Technician for Valve Cover Gasket Substitute
Picking a dependable technician for valve cover gasket substitute is important to make certain that the work is done correctly and at a reasonable expense. Below are some essential steps to aid you discover a credible professional:
1. Research and Recommendations
Beginning by asking buddies, family members, and colleagues for recommendations. Personal experiences can offer beneficial insights right into the dependability and top quality of a mechanic’s work. Furthermore, examine online testimonials and scores on systems such as Google, Yelp, and vehicle forums to gather even more details.
2. Verify Certifications and Experience
Make certain that the auto mechanic or the service center has the necessary accreditations, such as ASE (Automotive Solution Quality) accreditation. These qualifications show a certain level of knowledge and professionalism and reliability. Furthermore, ask about the technician’s experience with valve cover gasket replacements particularly, as this can affect the top quality of the solution.
3. Request Estimates
Acquire estimates from numerous auto mechanics to compare costs and services. A comprehensive quote needs to consist of the price of parts, labor, and any type of additional costs. Beware of estimates that are significantly less than others, as they may indicate the usage of poor components or lack of experience.
4. Guarantee and Guarantees
Ask if the mechanic supplies a warranty on components and labor. A dependable auto mechanic should wait their job and give a warranty that covers issues and issues arising from the repair work. This can give satisfaction and protect you from possible added costs.
5. Transparency and Communication
An excellent mechanic needs to be transparent about the repair service procedure and interact plainly. They should clarify the issue, the actions associated with the replacement, and why particular parts or treatments are needed. This openness helps build trust fund and ensures you are notified regarding the work being done on your lorry.
6. Tidy and Organized Workshop
Check out the repair store to observe its tidiness and organization. A properly maintained workshop typically reflects the auto mechanic’s interest to information and professionalism and trust. It can likewise indicate that they take satisfaction in their work and are most likely to manage your car with treatment.
7. Customer Solution
Take notice of the degree of client service offered. Friendly, respectful, and attentive team can boost your general experience and show a well-run company. Excellent client service includes prompt feedbacks to queries, clear explanations, and a willingness to address your concerns.
By thinking about these factors, you can discover a trustworthy mechanic for your valve cover gasket substitute, ensuring that the job is done appropriately and efficiently.
Actions
Bottom line
Research and Recommendations
Request individual suggestions and examine online testimonials
Confirm Accreditations and Experience
Seek ASE certification and details experience with valve cover gasket replacements
Demand Estimates
Contrast thorough quotes from numerous auto mechanics
Service warranty and Assurances
Ensure a service warranty on components and labor is offered
Transparency and Interaction
Technician must explain the repair work process clearly
Clean and Organized Workshop
Observe the workshop’s tidiness and company
Client Service
Assess the degree of customer service gave
FAQs about Valve Cover Gasket Replacement
1. How much does valve cover gasket replacement cost?
The cost of valve cover gasket replacement can vary depending on factors such as the vehicle make and model, labor costs, geographic location, parts quality, and any additional repairs needed. On average, the cost can range from $80 to $800, with luxury and high-performance vehicles typically on the higher end of the spectrum.
2. What are the signs that indicate the need for a valve cover gasket replacement?
Common signs that indicate the need for a valve cover gasket replacement include oil leaks, a burning oil smell, low oil levels, engine misfire, and a dirty valve cover. These symptoms can point to a failing gasket that needs to be replaced to prevent further engine damage.
3. Should I attempt a DIY valve cover gasket replacement or hire a professional mechanic?
Deciding between a DIY replacement and hiring a professional mechanic depends on your experience, tools, and comfort level with automotive repairs. While a DIY approach can save money, it can also lead to mistakes and potential damage if not done correctly. Hiring a professional ensures the job is done correctly, but at a higher cost.
4. How can I save money on valve cover gasket replacement?
To save money on valve cover gasket replacement, you can compare prices from different mechanics, buy the parts yourself, look for discounts and coupons, consider DIY replacement if feasible, perform regular maintenance on your vehicle, use a local mechanic, and check for warranties on parts. These strategies can help reduce the overall cost of the replacement.
5. How do I choose a reliable mechanic for valve cover gasket replacement?
When choosing a mechanic for valve cover gasket replacement, it’s essential to research and ask for recommendations, verify certifications and experience, request estimates from multiple mechanics, check for warranties and guarantees, ensure transparency and communication, observe the workshop’s cleanliness and organization, and evaluate the level of customer service provided. These steps can help you find a trustworthy professional for the job.